PRODUCTSPLASMA WELDING / CUTTING, GOUGING
Double shield plasma welding process
DS-PLASMA

Examples of application
- Butt welding of galvanized sheet
- etc.
Features
- The tip of a unique structure and 2 high- speed gas flows prevent the zinc vapor from attaching to the tip and shield cap, making long-hour stable welding possible.
- The new method of a good arc starting permits of excellent ignitability and high productivity welding.
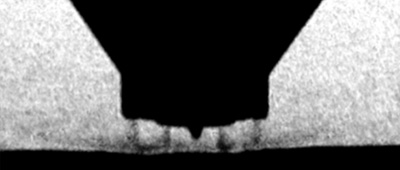
Difference in gas flow
- Conbentional process
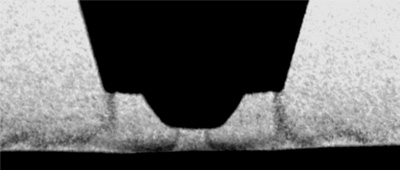
- DS plasma process
Difference in the amount of zinc attached(SPC1.2t 45g/m²) Length of welding bead:25cm
- Conbentional process

- After 60 times of welding
- DS plasma process
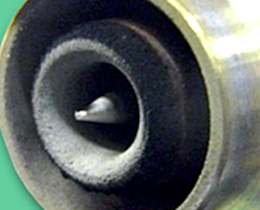
- After 100 times of welding
(Condition: 160A、100cm/min)
Double shield plasma torch


Torch specification
| Type | 107WH-DS |
|---|---|
| Rated output current(A) | 250 |
| Rated duty cycle(%) | 60 |
| Type of water-cooling | Indirect water-cooled type |
| Torch hose length(m) | 3, 5, 10 |
Standard configuration
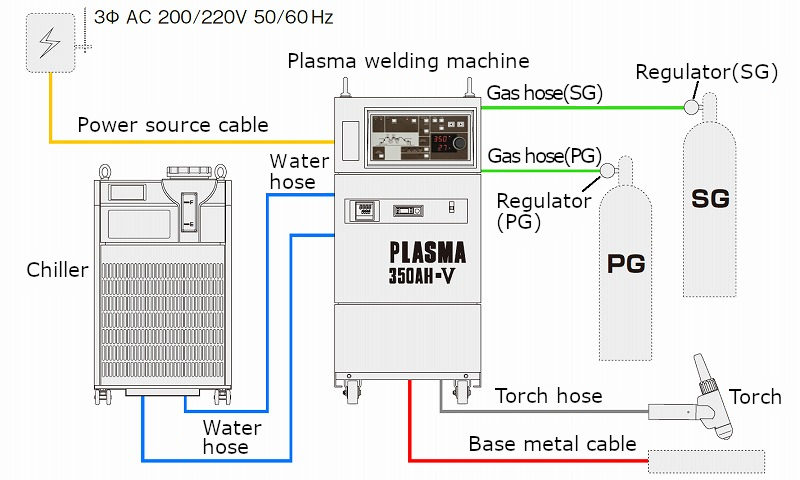
NW-150/350AH-V
![Standard configuration[NW-150/350AH-V]](/en/products/plasma/ds-torch/images/figNw-5.png)
Please use the contact form for inquiries about product prices and application considerations.