PRODUCTSPLASMA WELDING / CUTTING, GOUGING
Plasma welding jigs
Our plasma welding equipment is designed mainly aiming for the capability in automatic welding of forming high quality beads with high reproducibility by combining torch handling equipment and jig equipment, such as an industrial robot and a traveling truck. Its real value can be fully exhibited when combined with jig equipment and automatic welding equipment.
Please consult us when you consider plasma welding; we would like to propose optimum jig equipment as well for your desired welding.
Clamp seam welding system
This is a type of butt welding equipment in which the both sides of the plate that serves as welding base metal are clamped by means of a boom-shaped clamper, and the torch is moved therebetween. High butting precision is possible for butt welding of a long-sized workpiece.

- Standard type

- Small diameter type

- Maniplator type
Examples of application
- Tank for food applications
- Tank for chemicals
- boiler
- etc.
- Seam welding of cylinders of large diameter(Square, single bevel, single V, and Y type butt welding)
Features
- Butt welding of flat plates and cylinders is possible.
- Standard type
Flat plate length of 6.2m, plate thickness of 1 to 8mm Cylinder length of 6m, plate thickness of 1 to 8mm、internal diameter of 1300mm or more, inner face welding, consult us for the upper limit. - Small diameter type
Flat plate length of 1m, plate thickness of 0.5 to 4.5mm Cylinder length of 1m, plate thickness of 0.5 to 4.5mm、internal diameter of 70 to 1,000 mm, inner face welding - Maniplator type
Flat plate length of 2.5m, plate thickness of 2 to 8mm Cylinder length of 2.5m, plate thickness of 2 to 8mm、internal diameter of 210 to 1000mm, outer face welding
length of 2.5m、plate thickness of 2 to 8mm、internal diameter of 1000mm or more, inner face welding
- Adoption of an original air clamping mechanism enables reliable clamping of a long-sized workpiece.
- A control panel offering one-touch selection of welding conditions is equipped as standard.
- Feed of back shielding gas*1 and after shielding gas*2 is available.
- A CCD camera for the inspection of the weld line is adopted (standard type).
| *1 Back shielding gas | Glossy back bead can be obtained by covering the back bead with shielding gas, and a less defective bead can be obtained because infiltration of air from the back side can be prevented. |
|---|---|
| *2 After shielding gas | Effects similar to those due to back shielding gas can be imparted to the surface bead as well by additionally installing a shielding gas feed mechanism behind the shielding cap (shielding gas nozzle), thereby using gas to protect the molten pool longer than usual. |
Welding equipment for OA equipment chassis
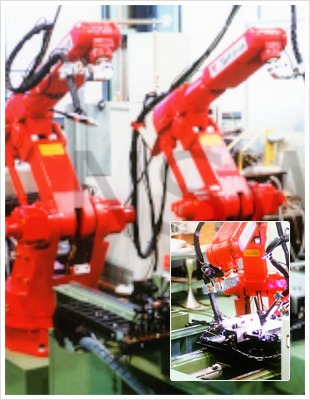
Combination with industrial robot enables high-quality welding of complex shapes with high reproducibility.
Examples of application
- OA equipment chassis
- etc.
- Welding by combination with robot (Lap welding, lap fillet welding, spot welding)
Features
- It is possible to perform high speed welding( except for tack welding time which remains unchanged. ) with 2 robots.
- The welding station moves back and forth between the operator and the robot so the operator can work outside of the robot’s operational range
- Since there are two welding stations, it is possible to perform welding at one station while removing the work from the other station. Hence production efficiency is increased.
- It is easy to control the welding conditions and there is no occurrence of welded parts removal after welding, as in the case of other welding processes.
(If welding is done on the work whose surface is very dirty or something, weld defects may be caused due to unstable welding conditions.) - Plasma welding causes no spatters, hence there is no need for spatter removal after welding.
- The long life of consumable parts of the welding torch enables long-hour continuous welding.
Circumferential welding system
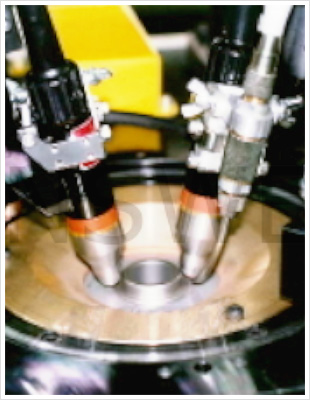
Circumferential welding is performed by clamping or chucking a pipe- or rod-like workpiece and a plate-shaped workpiece, and then rotating them. The equipment shown in the photo is for circumferential fillet welding. However, not limited to this, circumferential welding equipment can be applied to various applications of circumferential welding, such as outer face butt welding of pipes or edge welding by aligning edges.
Examples of application
- Gear
- Drive face
- etc.
- Welding of rod or cylinder inserted into flat plate (Circumferential fillet welding)
Features
- Low distortion is realized by the combination of our original clamping method and simultaneous symmetrical welding using two torches.
- The use of jig cooling enables stable production of a thin, small workpiece without burn through.
- Unmanned operation is also possible by incorporating the function of automatic loading and discharging of workpiece.
- Clean welding without sputtering
- The insertion of filler wire enables the control of excess weld metal (throat thickness) to some extent.
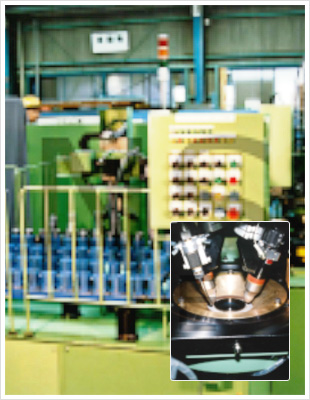
Welding system for press-fitting drive face
Examples of application
- Transmission parts for motor scooter
Features
- The incorporation of a device for assembling, press fitting, and discharging to the circumferential welding equipment enables the realization of further automation and extended unmanned operation.
- Similar to the case of circumferential welding, it is possible to eliminate post-processes, such as straightening of distortion and sputter removal.
- Space saving is realized because of the integral structure of the equipment main body.
Flow of manufacturing of equipment
The flow to the adoption of the equipment
Sample manufacturing is free of charge the first time with the condition that workpiece parts, the manufacturing of which you want, or test pieces of similar shape are provided (as well as welding material, if used).
Jig equipment is made to order. Concerning inquiry about manufacturing or request of sample manufacturing, please contact us using the inquiry.