PRODUCTSPLASMA WELDING / CUTTING, GOUGING
Powder overlaying and thermal spraying
Powder transferred arc welding(PTA)

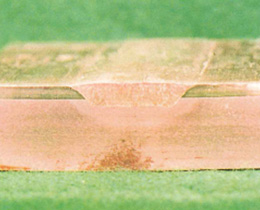
Overlay welding where powder (metal powder) is used as filler material in plasma welding. Local overlay welding of the workpiece is used for surface reforming or strength improvement.
Welding example

- Engine valve

- Inner face of pipe
- Joint of clad steel
Device example

- Maniplator type

- Robot type

- Other types of dedicated equipment
(Valve powder overlay welding equipment)
Features
- It is possible to perform overlay welding of high hardness material, which is difficult to process into welding wire or filler rod, or of special material.
- Similar to the case of usual plasma welding, high reproducibility is obtained by automatic welding, suitable for mass production.
- Powder gives a good melting efficiency for wire or filler rod in terms of shape, and allows welding with low distortion and low dilution* with minimum heat input.
- Cost can be reduced by overlaying only the surface and by the use of inexpensive material as welding base metal.
- Unlike MAG and MIG, in plasma welding, welding conditions and the amount of input filler material can be separately controlled, and therefore the penetration (amount of dilution), bead shape, and amount of deposition can be readily controlled without extra excess weld metal, contributing to elimination of post processes.
- For the same reason, application to parts of various large and small sizes is possible by the adjustment of welding conditions.
- Because of covering with inert shielding gas and low dilution, infiltration of impurities from the outside of arc and welding base metal can be prevented, thereby producing a less defective bead.
- It is resistant to peeling off because welding base metal and bead are melted and tightly fused.
- Welding by hand is also possible, applicable to minor repair welding of parts.
When dilution (penetration) occurs, components of welding base metal penetrate into the bead; the less dilution, the closer the surface hardness, corrosion resistance, or other performance indicators are to those of the powder itself.
Since plasma powder overlay welding is basically used under the condition of applying the arc to the molten pool, welding base metal and molten pool are welded almost solely by heat conduction (welding base metal is not affected by the arc pressure), giving minimum dilution.
Torch

- 351PPH

- 200PPH(pipe inner face)
| Type | 351PPH | |
|---|---|---|
| Current to be used |
For small current |
~100A |
| For midium current |
~200A | |
| For large current |
~300A | |
Change the tip of 351PPH depending on the welding current to be used.
Various torches are available; please contact us.
Powder feeder
Device to be used for feeding powder through tube to the tip of torch

| Type | PH-3B |
|---|---|
| Capacity | 1.6ℓ |
| Amount of powder to be fed | 5~80g/min* |
In the case of Stellite
Applicable powder
Stable feeding of gas atomized powder (spherical) of particle size of 100 to 250 µm (150 to 60 mesh) is possible.
Feeding of metal cutting powder (chip-shaped) is not impossible, but stable feeding is not guaranteed.
- Example applications
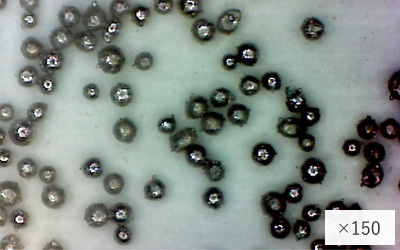
- 〇Spherical appearance
〇Within the standard of particle size
- Examples of difficult applications

- ×Long and narrow shape
×Particle size is too small.
In the case of powder of alloys whose components may generate gases during melting or of alloys that are poor in affinity with welding base metal, welding quality will be very poor or welding will not be successful.
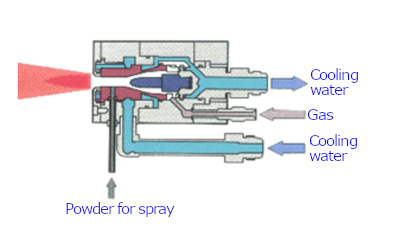
The principle of plasma powder overlay welding
Hand plasma powder overlay welding

Powder overlay welding can now be performed easily by hand welding. It is ideal for partial repair of high-hardness components and for parts produced in small quantities and in high-mix production.
See the catalog for details.
Standard configuration
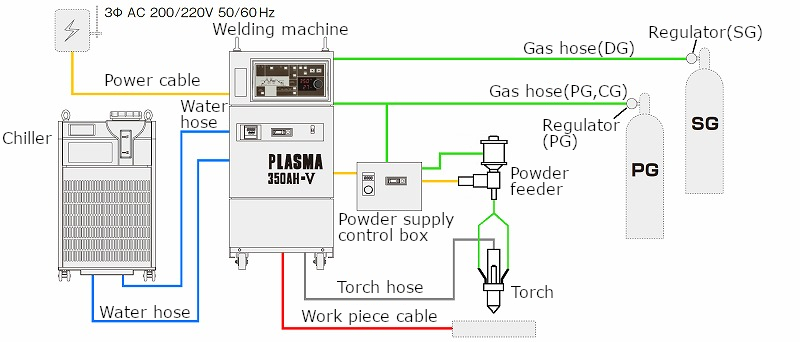
NW-150/350AH-V
![Standard configuration[NW-150/350AH-V]](/en/products/plasma/spray/images/figNw-5.png)
Thermal spraying equipment

Features
“Establishing the plasma spraying system of the 21st century”
- Presenting the total system such as mechanized spraying based on our welding automation technology
Spraying in use/examples of application
| Steel Nonferrous metal |
Roll inside furnace, refining roll, coating roll, hydraulic plunger, fan blade, pump/valve parts, wire drawing parts |
|---|---|
| Petrochemical | Thermocouple, extrusion/ejection screw, piston rod, pump/valve parts |
| Textile | Guide parts, bobbin, spindle, draw roll, heater plate |
| Home appliance Electronic machinery |
Computer parts, VTR drum, copy roll, acoustic diaphragm, robotic parts, hot plate, oxygen detection sensor, far infrared heater |
| Aircraft Ships Vehicle |
Engine parts(turbin wing, compressor wing, burner, fan wing, cylinder, piston, piston ring), exhaust pipe, transmission parts, turbo housing |
| Pump Valve |
Mechanical seal ring, plunger, sleeve, bush, valve sheet |
| Others | Marine development, electric power, glass, cement, paper manufacture, printing, implant material, thermocouple, gradient function material, other machinery parts |
Thermal spraying equipment
This equipment is so designed that the metallic powder is supplied into high temperature plasma column, and therefore is applicable to the spraying of ceramics of high melting point and others
Applicable also to such expanded fields as automobile, electronic fields,etc. where there is a great progress in the surface quality improvement technology, and aviation and space fields where high resistance to abrasion, heat and corrosion is required.
Standard configuration
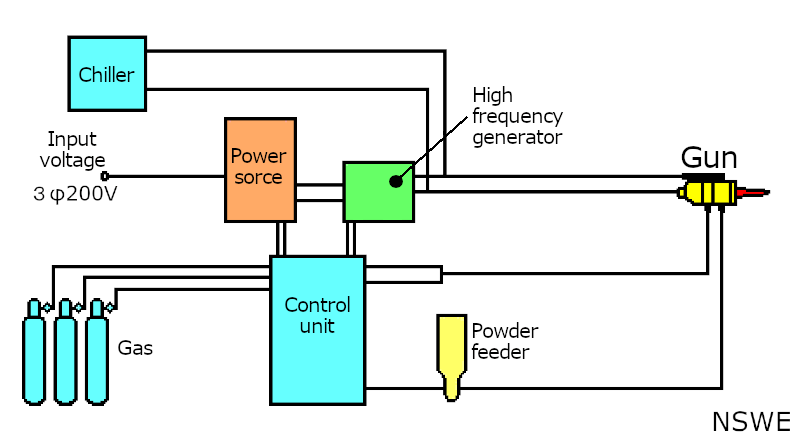
Composition of plasma spraying gun
Specification
| Power | 100~1000A (1250A) |
|---|---|
| Output voltage | Max. 66V |
| Rated duty cycle | 100% (60%) |
| Spraying gun | SG-100: Power 40KW,80KW |
| Primary gas | Argon |
| Secondary gas | Helium, hydrogen |
| Allowable supply amount of metallic powder | 3,360cc |
Please use the contact form for inquiries about product prices and application considerations.