PRODUCTSPLASMA WELDING / CUTTING, GOUGING
Technical information on plasma welding
Plasma welding
1.What is plasma welding?
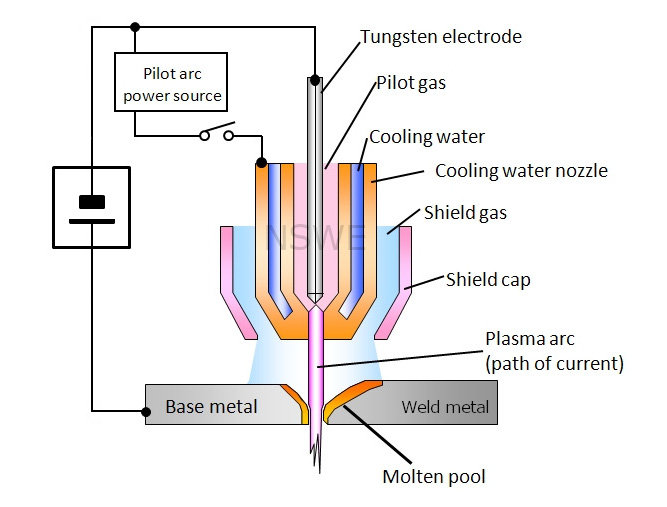
Plasma welding is classified into non-consumable electrode welding.
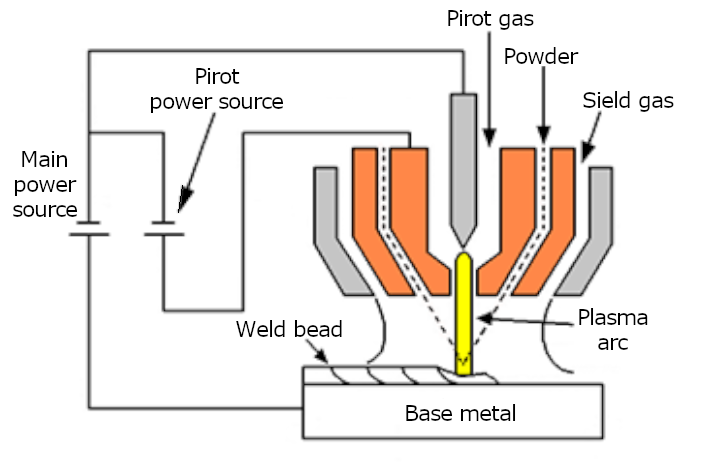
Getting ionized(a phenomenon called ‘plasma’) by the pilot arc heat, the pilot gas (inactive gas) passing through torch inside turns to plasma jet, spouting out through the nozzle hole and acting as conductor of arc current. A column of arc generated between the tungsten electrode and the workpiece gets constricted by the wall effect as it passes through the water-cooled nozzle hole to become an arc heat source with extremely high energy density.
2.Plasma welding technology
In plasma welding technology, there are two choices of welding methods involving arc force with high energy density, and adjustable shield gas flow jetting out through the nozzle hole. One choice is heat conducting welding and the other is keyhole welding (one side butt welding assuring a sound bead on the reverse side as well as on the face side). Therefore, plasma welding is applied to most weld joints.
Plasma welding, being capable of solving the weak points of TIG welding, CO2 welding and laser welding, contributes to cost-cutting, higher productivity, increased quality and environmental improvements.
- Weak points of TIG welding;Slow welding speed. Poor reproducibility. Frequent changes of electrodes.
- Weak points of CO2 welding;Emission of spatters. Groove preparations required. Much distortion.
- Weak points of laser welding;Expensive equipment and running cost. Groove accuracy required. Severe safety measures required.
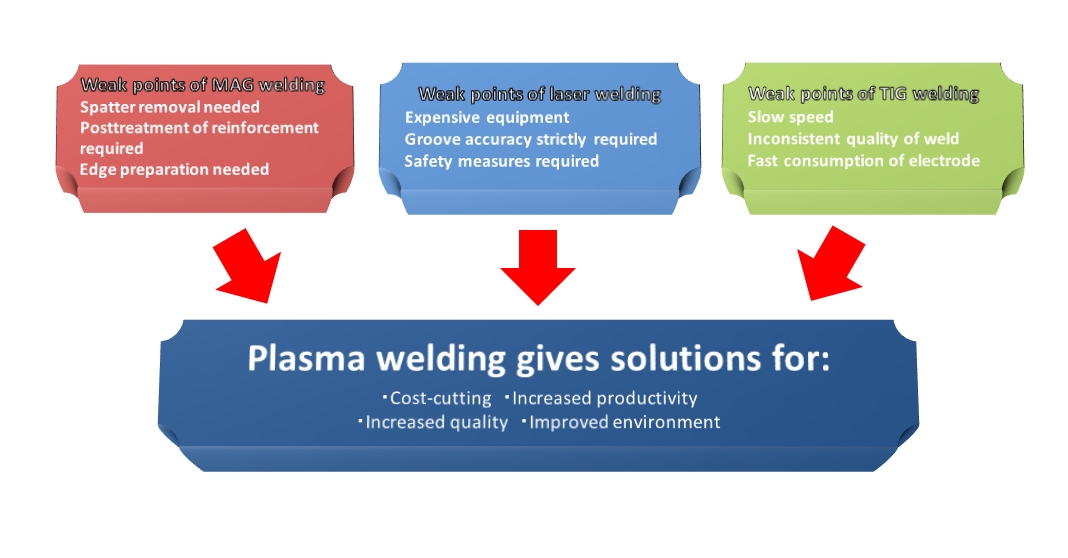
Merits of plasma welding
3.Features of plasma welding
Plasma welding, capable of solving the weak points mainly of TIG welding and CO2 welding, is widely used in mechanized welding systems. Major features include.
- The arc with high energy density makes possible high speed welding with minimum distortion.
- Keyhole welding and one pass one side full penetration welding is possible on I type butt joints without groove.
- Good arc directivity prevents arc from meandering in fillet and flare weld grooves.
- High quality weld is obtained by argon gas shield.
- No emission of spatters.
- The less consumption of the tungsten electrode enables long-hour continuous welding.
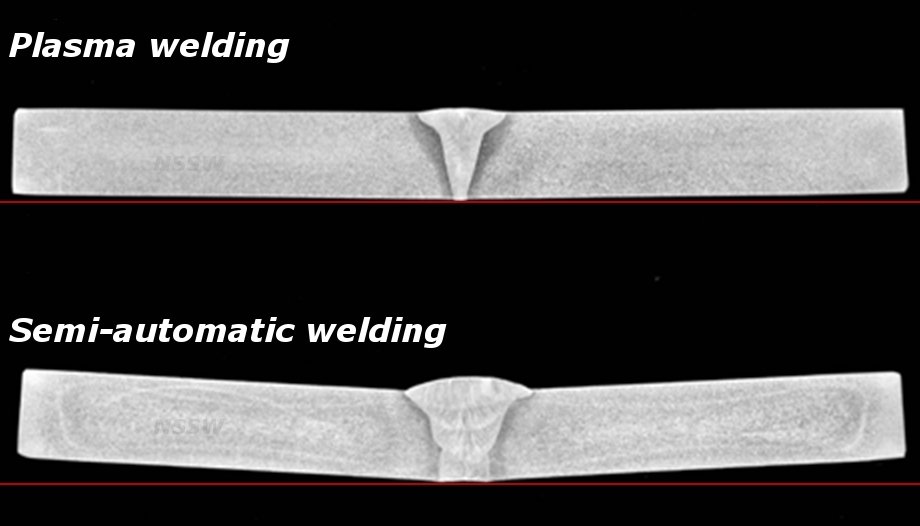
Plasma welding (1- pass) square groove
Partly mechanized welding(4-pass) y-groove
4.Applicable base metals (from records)
Applicable base metals (from records) are as follows.
Various kinds of carbon steel, various types of stainless steel, nickel alloys, titanium alloys, copper alloys, lead, etc.
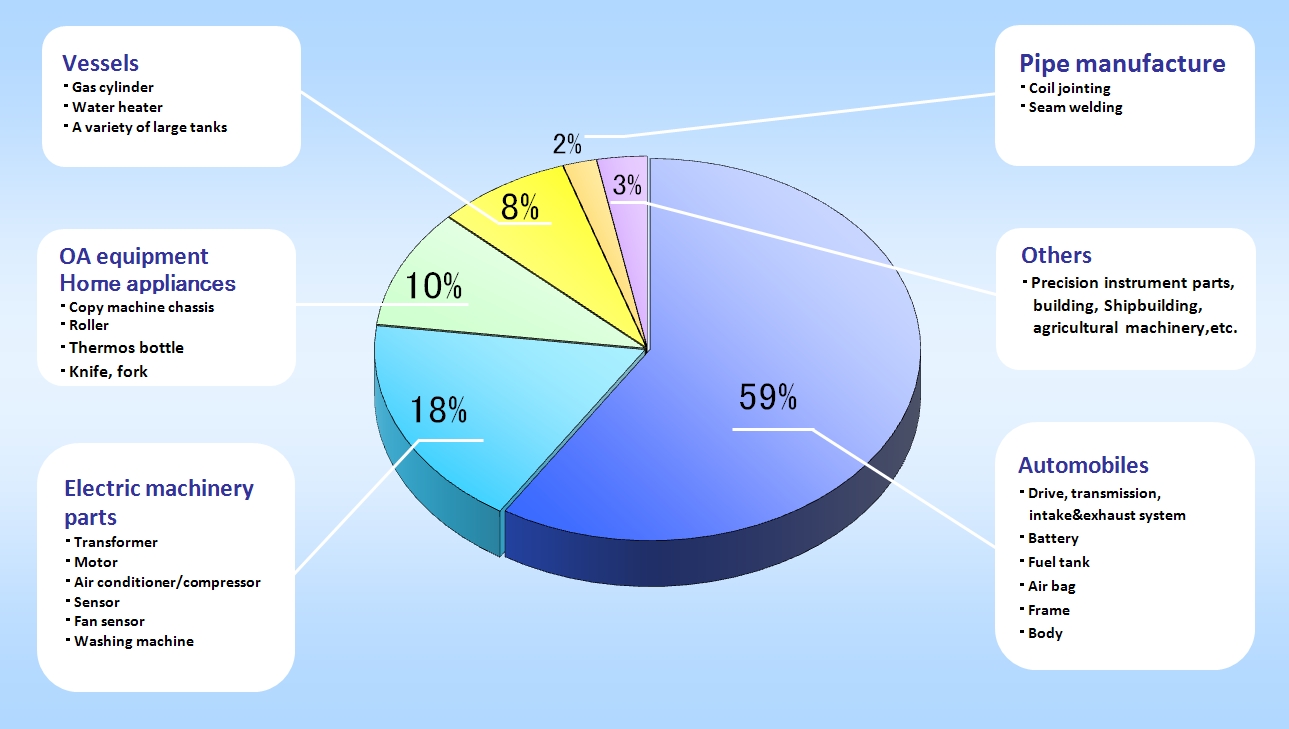
5.Applicable industries and major work examples
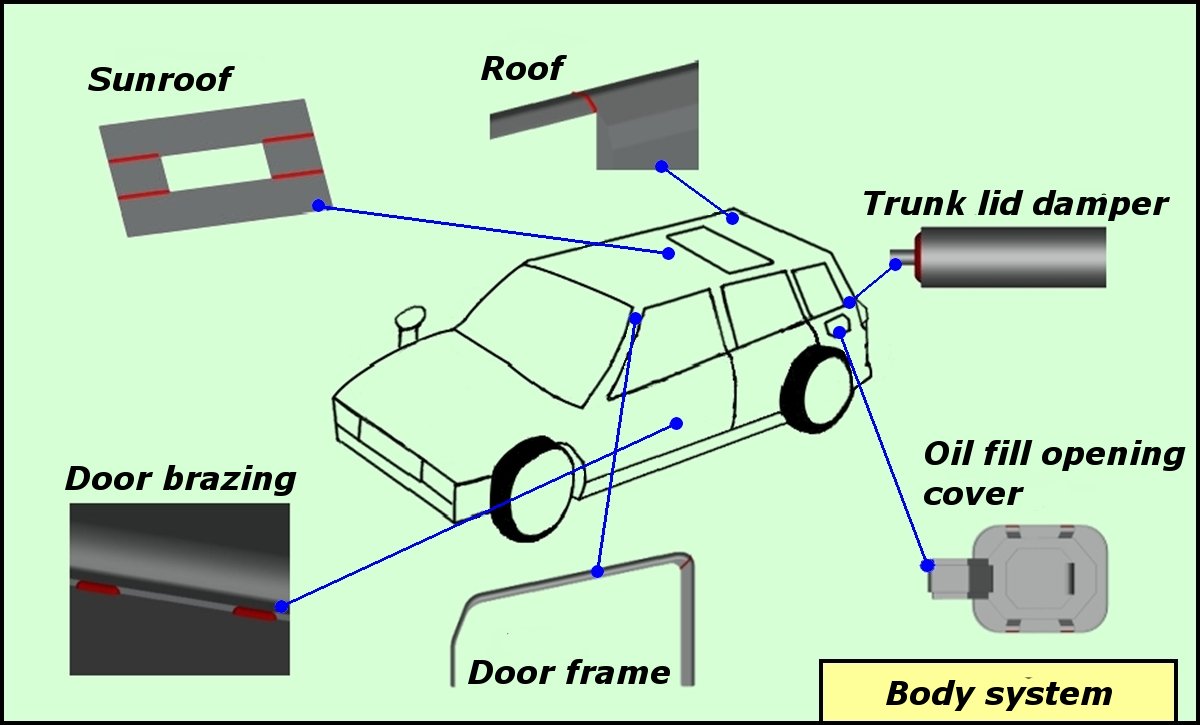
| 1 Automobiles, motorbikes | Gear/drive face/shifting fork/catalyst case/muffler/various kinds of tailored blank/torque converter/steering shaft/universal coupling/wheel/exhaust manifold/fuel tank/battery terminal/battery case/electromagnetic valve/air bag/door/defogger case/others |
|---|---|
| 2 Electrical parts | Various kinds of electromagnetic valve/compressor case/transformer core/thermocouple/diode cord/air-conditioner sensor/filament/fire alarm sensor/others |
| 3 OA, medical equipment | Copy machine chassis/printer roller/hypodermic needle/fire extinguisher/others |
| 4 Pipes | Seam welding of various kinds of steel/coil jointing of various types of steel/others |
| 5 Home appliances | Kitchen knife handle/spoon handle/pocket bottle for whiskey/SUS thermos bottle/others |
| 6 Vessels | Pressure tank/food tank/dairy tank/vacuum tank/water supply tank/fire extinguisher/others |
| 7 Others | Golf club head/LNG storage tank/heat exchanger/bicycle/chair/desk/control panel case/pull box/pay phone case/SUS chain/others |
- Records of application
by industry
- Examples of application
to automobiles
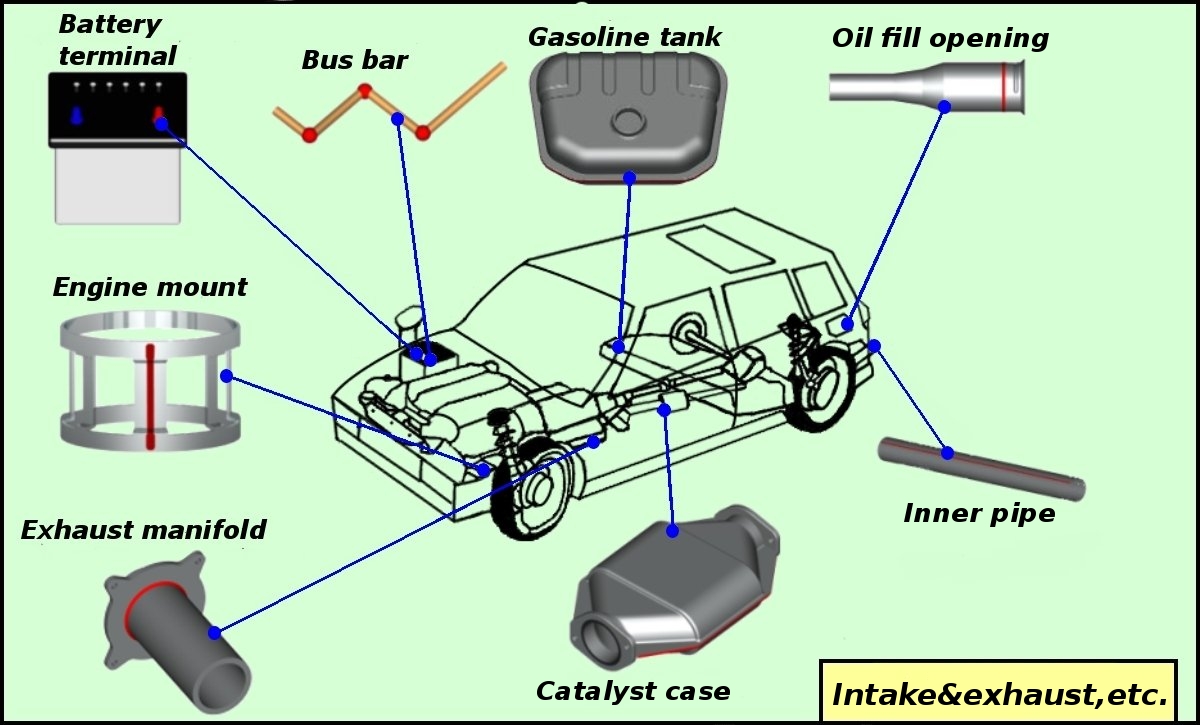
- Examples of application
to automobiles
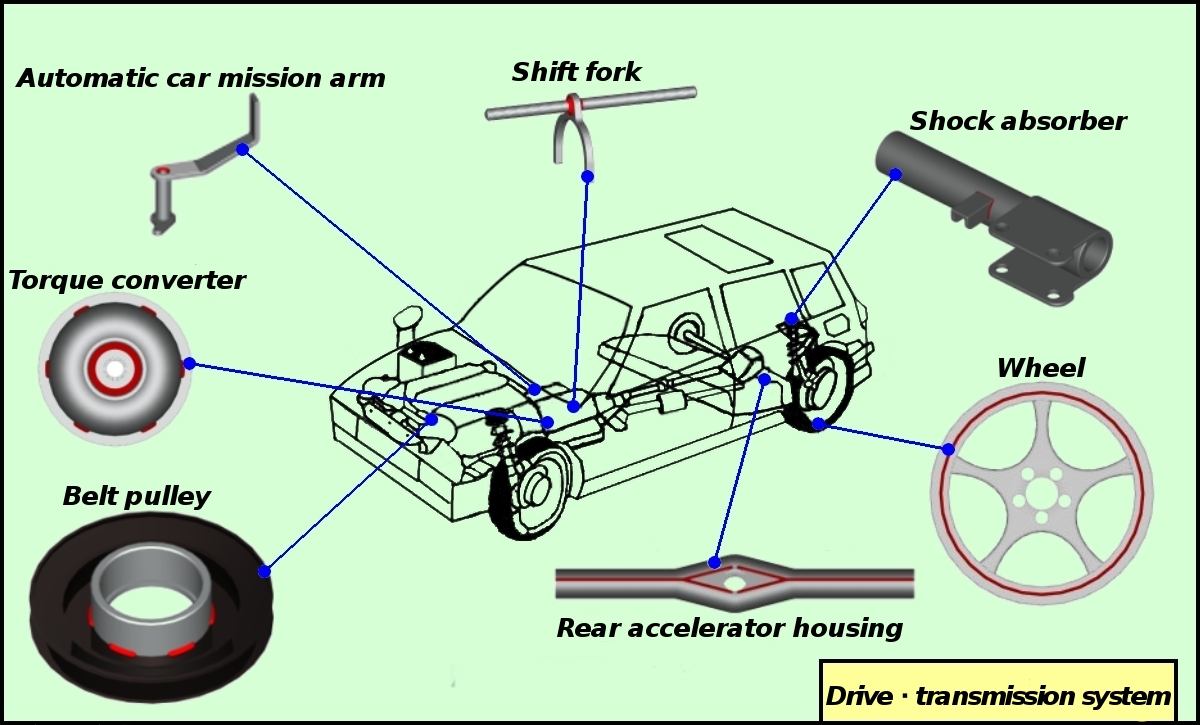
- Examples of application
to automobiles
6.Keyhole welding
Keyhole welding(Clicking here starts movie.)is a welding method in which high temperature plasma arc penetrates the workpiece, assuring a sound bead on the reverse side as well as on the face side. Hence, one pass I type butt welding without groove is possible with excellent usability and a minimum distortion
The applicable base metal thickness in one pass I type butt welding ranges as follows.
- Austenitic SUS; 3.0-10mm
- Mild steel; 3-6mm
For thicknesses beyond the above ones, it is advised to first apply keyhole welding on Y type groove, and then for the 2nd and sequent passes, heat conducting welding with a filler wire for weld reinforcement.
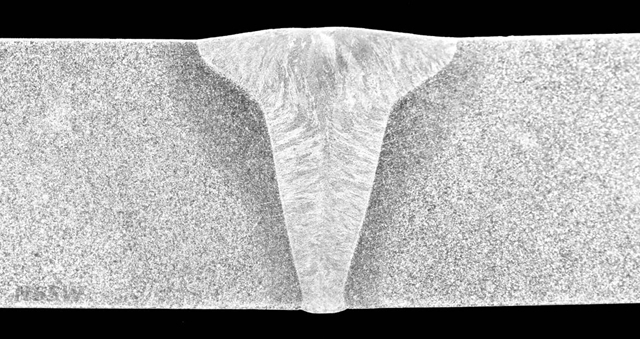
- Example of keyhole welding
(Square butt welding on
SUS304 10t)
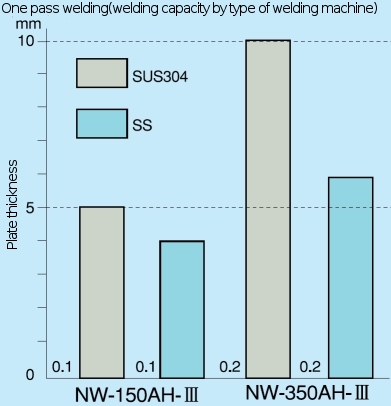
- One pass welding range
in square butt welding
7.Application of heat conducting welding
This welding method is applied to such joints as butt weld of thin sheets, fillet weld(Clicking here starts movie.), lap fillet weld, edge weld, corner weld and flare weld.
For butt welding, the applicable plate thickness is 0.1-3mm. No filler wire is used in most case.
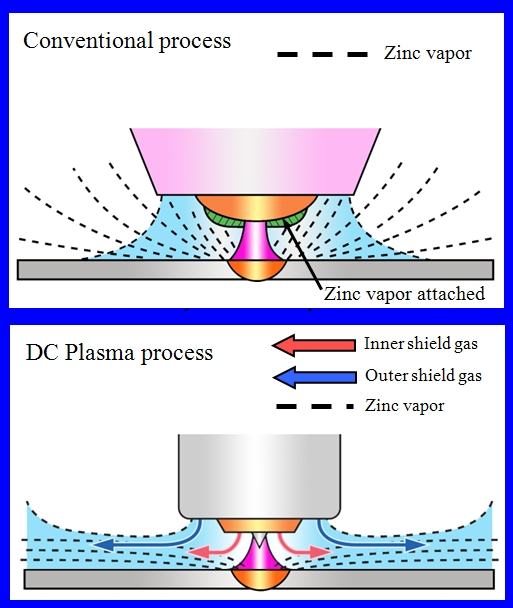
8.Welding of galvanized sheets
In welding of galvanized sheets, the arc heat causes the generation of much zinc fumes which attach to the nozzle tip.
These heaps of fumes make the arc unstable, tending to result in weld defects. Therefore, it has been necessary to do a frequent brushing of the nozzle tip to remove the attached fumes in quantity production.
To remedy this problem, we have developed DS plasma welding machine for welding galvanized sheets.
In this welding method, high speed double shield gasses protect the torch from the fumes as illustrated in the chart at right ,and also the nozzle tip of a special structure makes it difficult for the zinc fumes to attach to the nozzle tip, thereby reducing the number of brushing to a large extent.
See the movie showing the comparison of welding (Clicking here starts movie.).
Double shield plasma welding process
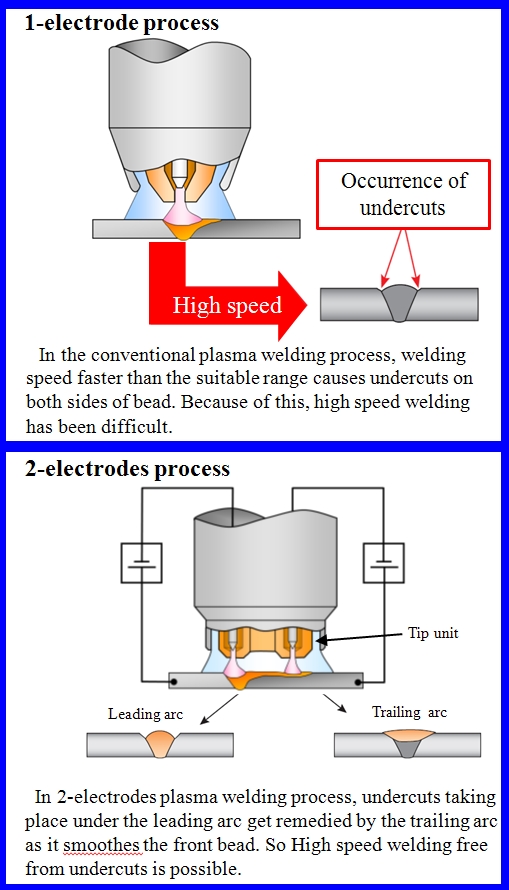
9.High speed welding technology
In the standard plasma welding, if welding is performed at a high speed, it causes undercuts with an increase of welding speed. Therefore, there has been a limit to welding speed to assure defect-free welding.
Overcoming this welding speed problem, we have succeeded in developing 2-electrodes plasma welding machine(usually called “W plasma welding machine”) as shown in the chart at under.
Now the welding speed we have obtained by this machine is more than twice as fast.
This W-plasma welding machine is so designed that two plasma arcs, located fairly near to each other, jet out from one torch.
Arc from the leading electrode progesses almost at a critically high speed so as to perform keyhole welding to assure a sound bead on the reverse side, while arc from the trailing electrode works to execute heat conducting welding to re-melt the bead on the face side, smoothing the undercuts.
Thus, a sound weld is assured in high speed welding.
Also depending on works, it is possible to use the leading arc for postheating and the trailing arc for keyhole welding.
This W-plasma welding method is the original technology of Nippon Steel Welding & Engineering Co.,Ltd.
Major applicable works include continuous pipe making, short pipe making and automobile tailored blanks. The high speed welding has made possible reduction in equipment cost and increase in production efficiency.
10.Plasma overlay welding
We offer two types of plasma overlay welding methods: one in which usual welding wire is used, and the other in which powder is used. These methods of plasma overlay welding are mainly used for surface reforming (imparting corrosion resistance and weather resistance, high hardening of surface) of welding base metal or for repair welding of high-strength parts.Unlike consumable electrode welding, such as MAG and MIG, in plasma overlaying, input of filler material has small effects on the welding phenomena, and therefore plasma overlay welding is superior in the control of amount of overlay, bead shape, and amount of dilution, and will not produce sputtering due to droplet transfer (no effects on welding due to short circuiting transfer as well). Moreover, with regard to TIG welding of non-consumable electrode welding, plasma overlay welding has advantages that narrow space welding or local welding is possible because of a high arc directionality, and that stable extended automatic welding is possible because of less electrode consumption.
Like the case of usual plasma welding, our business includes design of facilities and systems suitable for overlay welding. We are ready to offer an optimum production facility tailored to your needs.
1.Features of plasma wire overlay
- Like usual plasma welding, combination with jig equipment allows extended automatic welding with high quality, and reproducibility is also high because of condition management and arc monitoring.
- Easy control of amount of overlay, bead shape, and amount of dilution
- It is applicable to almost all commercial wires, irrespective of solid or flux cored.
- It is applicable to workpieces of a wide range of size from small parts to a large amount of overlay.
- Yield of flux is excellent because the loss due to sputtering is negligible.
2.Features of plasma powder overlay
Plasma powder overlay welding (Plasma Transferred Arc (PTA)) is a welding method in which metal powder is used as filler material, and plasma arc is used to weld the filler material and welding base metal.
2-2.Features
- Basic features are equivalent to those of the wire overlay.
- It is possible to perform overlay welding of special material, which cannot be processed into welding wire.
- Melting efficiency is higher than that of the wire, and deposition efficiency per hour is high.
- Yield is also good, although not as good as for the wire.
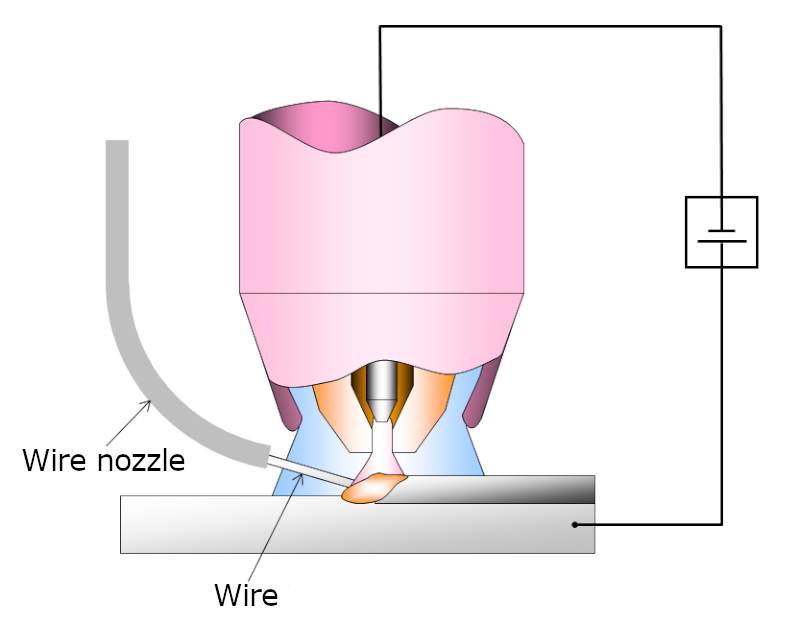
- Principle of plasma wire overlay welding
- Principle of plasma powder overlay welding
Advices on future adoption of plasma welding
Customers who have problems with their welding process, desire improvements (improved and more consistent quality, mechanization, cost-reduction, differentiation, etc.) and are looking for an optimum welding process for their new products are most welcome to get in touch with us in the first place.
Our contacts
- Our home page
- Our trading companies
The flow to the adoption
- We will discuss with the customer in detail.
- We will diagnose whether or not plasma welding will be appropriate for their purpose.
- We will ask the customer to present to us their actual work or equivalent sample work, and then at our workshop we will complete the work by plasma welding. The finished work and the welding data will be sent back to the customer. At the same time we will offer a quotation of our plasma welding machine.
- Upon the customer’s acceptance a contract will be entered.
Characteristics of our company
- We (Plasma Business Division) have lasted for about 40 years as a general producer of plasma equipment. We have sold about 4,000 sets of plasma equipment so far. Our domestic market share is about 61%(as of 2018 in Japan).
- Our company is also a general manufacturer of welding materials and can offer guidance to optimum welding materials for use in plasma welding and advices on customers’ metallurgical problems.
- We have been engaged in developments and improvements of plasma power sources, torches and welding procedure technology. Also we have a great deal of experiences with the designing and manufacturing of a variety of plasma equipment systems. So we are ready to comply with customers’ requests by our state-of-the-art technology.
- With CQC approvals, we have enjoyed plentiful of sales in foreign markets.Our office in Shanghai, China can offer technical services. Also there are our agents in ShenZhen, China, who is in operation for sales and technical support for our company.
The way we carry out our business
- Taking customers’ working site conditions, we are always at their disposal to offer quick response and best services.
- Before the customer decides on our plasma equipment, we will prepare a work sample by our plasma equipment and ask for their acceptance. So the customer can rest assured as they are able to verify the weld quality beforehand.
- Should a customer face some welding problem unexpectedly during operation, they can immediately contact us and our experienced technical staff can response by telephone and/or email to help solve their problem.