技術情報溶接Q&A
F090橋梁用高性能鋼材対応『SBHS鋼用溶接材料について』
1. はじめに
SBHS(Steels for Bridge High Performance Structure)鋼は、鋼橋の建設コスト低減のために産学連携研究プロジェクトの成果に基づき開発された高性能鋼材です1)。2008年にJIS鋼材規格(JIS G 3140)に新訂された4規格【SBHS500、SBHS500W、SBHS700、SBHS700W】に、鋼橋で適用実績の多い490MPa級鋼に相当する2規格【SBHS400、SBHS400W】が2011年に追加され、現在6規格制定されています。また、2017年11月に改訂された道路橋示方書(公益社団法人 日本道路協会)にもSBHS400(W)及びSBHS500(W)が新たに規定されています2)。なお、各鋼材規格の末尾に表示される「W」は耐候性鋼を意味します。今回、SBHS鋼に適用される溶接作業性及び機械性能の優れた溶接材料について紹介します。
2. SBHS鋼の特長
SBHS鋼は高強度・加工性・溶接性をTMCP(Thermo Mechanical Control Process)熱加工制御の適用により実現させた高性能鋼材です。降伏強度が従来鋼より高く、板厚によらず降伏強度が一定であり、また高い靭性を有し、かつ圧延直角方向の性能も保証されます。さらに大幅に予熱温度低減が可能となるため、予熱作業及びその付帯作業の軽減あるいは省略ができます。これは耐候性鋼仕様も同様です。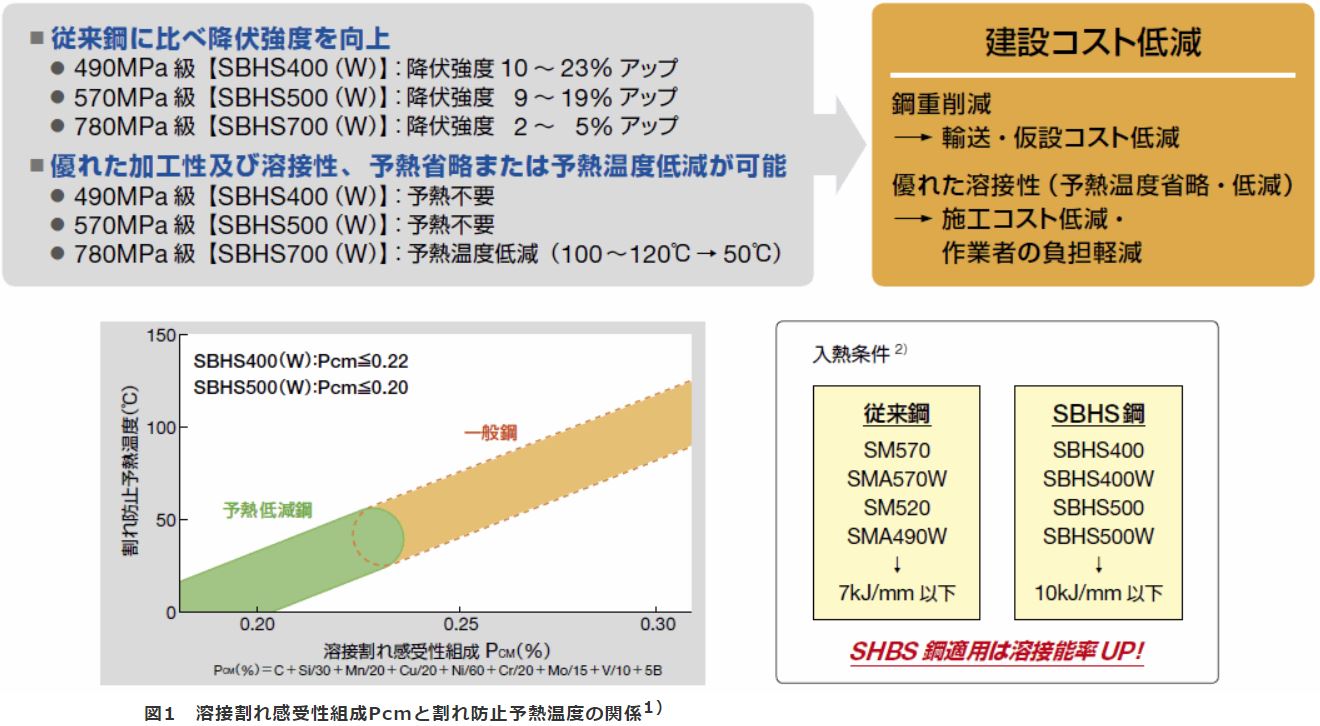
表1 SBHS鋼の機械的性質(JIS G 3140)
| 種類の記号 | 降伏点 または耐力 (MPa) |
引張強度 (MPa) |
シャルピー吸収エネルギー | ||
| 試験温度 (℃) |
吸収 エネルギー (J) |
試験片 採取方向 |
|||
| SBHS400 SBHS400W |
400以上 | 490~640 | 0 | 100以上 | 圧延 直角方向 |
| SBHS500 SBHS500W |
500以上 | 570~720 | -5 | ||
| SBHS700 SBHS700W |
700以上 | 780~930 | -40 | ||
3. SBHS鋼用溶接材料
●3-1 SBHS400鋼及びSBHS400W鋼用溶接材料表2にSBHS400鋼及びSBHS400W鋼用溶接材料の一例を示します。
表2 SBHS400鋼及びSBHS400W鋼用溶接材料の一例
| 鋼種 | 溶接方法 | 銘柄 | 特長・用途 | JIS | 該当AWS |
| SBHS 400 |
SMAW | L-55 | 全姿勢用 | Z 3211 E4916U | A5.1 E7016 |
| GMAW | YM-26 | CO₂用 | Z 3312 YGW11 | A5.18 ER70S-G | |
| FCAW | SF-1 SM-1F |
CO₂全姿勢用 CO₂すみ肉用 |
Z 3313 T49J0T1-1CA-UH5 Z 3313 T49J0T1-0CA-UH5 |
A5.36 E71T1-C1A0-CS1 A5.36 E70T1-C1A0-CS1 |
|
| SAW | NF-1 & Y-D NF-820 & Y-D |
突合せ用 すみ肉用 |
Z 3183 S532-H 該当 Z 3183 S532-H 該当 |
A5.17 F7A4-EH14 A5.17 F7A2-EH14 |
|
| SBHS 400W |
SMAW | CT-16Cr | 全姿勢用 | Z 3214 E49J16-NCCAU 該当 | A5.5 E7016-G |
| GMAW | YM-55W | CO₂用 | Z 3315 G49JA0UC1-NCCJ 該当 | A5.28 ER80S-G | |
| FCAW | SF-50W SM-50FW |
CO₂全姿勢用 CO₂すみ肉用 |
Z 3320 T49J0T1-1CA-NCC1-UH5 Z 3320 T49J0T1-0CA-NCC1-UH5 |
A5.36 E71T1-C1A0-G A5.36 E70T1-C1AG-G |
|
| SAW | NF-1 & Y-CNCW NF-820 & Y-CNCW |
突合せ用 すみ肉用 |
Z 3183 S50J2-AW1 該当 Z 3183 S50J2-AW1 該当 |
A5.23 F7A2-EG-G A5.23 F7A0-EG-G |
●3-2 SBHS500鋼及びSBHS500W鋼用溶接材料
表3にSBHS500鋼及びSBHS500W鋼用溶接材料の一例を示します。
表3 SBHS500鋼及びSBHS500W鋼用溶接材料の一例
| 鋼種 | 溶接方法 | 銘柄 | 特長・用途 | JIS | 該当AWS |
| SBHS 500 |
SMAW | L-62CF | 全姿勢用 | Z 3211 E6216-N1M1 | A5.5 E9016-G |
| GMAW | YM-60C | CO₂用 | Z 3312 G59JA1UC3M1T | A5.28 ER80S-G | |
| FCAW | SF-60 SM-60F |
CO₂全姿勢用 CO₂すみ肉用 |
Z 3313 T59J1T1-1CA-N2M1-UH5 Z 3313 T57J1T1-0CA-G-UH5 |
A5.36 E81T1-C1A2-K11 A5.36 E80T1-C1A0-G |
|
| SAW | YF-15B & Y-DM NF-820 & Y-DM |
突合せ用 すみ肉用 |
Z 3183 S624-H4 該当 Z 3183 S582-H 該当 |
A5.23 F9A6-EA3-A3 A5.23 F8A0-EA3-A3 |
|
| SBHS 500W |
SMAW | CT-60Cr | 全姿勢用 | Z 3214 E57J16-NCC1AU 該当 | A5.5 E8016-G |
| GMAW | YM-60W | CO₂用 | Z 3315 G57JA1UC1-NCCJ 該当 | A5.28 ER80S-G | |
| FCAW | SF-60W SM-60FW |
CO₂全姿勢用 CO₂すみ肉用 |
Z 3320 T57J1T1-1CA-NCC1-UH5 Z 3320 T57J1T1-0CA-NCC1-UH5 |
A5.36 E81T1-C1A0-W2 A5.36 E80T1-C1A0-W2 |
|
| SAW | YF-15B & Y-60W NF-820 & Y-60W |
突合せ用 すみ肉用 |
Z 3183 S58J2-AW1 該当 Z 3183 S582-AW1 該当 |
A5.23 F8A2-EG-G A5.23 F8A0-EG-G |
●3-3 SBHS700鋼及びSBHS700W鋼用溶接材料
表4にSBHS700鋼及びSBHS700W鋼用溶接材料の一例を示します。
表4 SBHS700鋼及びSBHS700W鋼用溶接材料の一例
| 鋼種 | 溶接方法 | 銘柄 | 特長・用途 | JIS | 該当AWS |
| SBHS 700 |
SMAW | L-82 | 全姿勢用 | Z 3211 E78J16-GU 該当 | A5.5 E11016-G |
| GMAW | YM-82C | CO₂用 | Z 3312 G78JA2UCN5M3T | A5.28 ER110S-G | |
| FCAW | SF-82WL | Ar-CO₂用 | Z 3320 T78J2T5-0MA-NCC1J-UH5 該当 | ─ | |
| SAW | NB-80 & Y-80 | 突合せ用 | Z 3183 S80J4-H4 該当 | A5.23 F12A4-EG-G | |
| SBHS 700W |
SMAW | CT-80Cr | 全姿勢用 | Z 3214 E78J16-N9M3AU 該当 | A5.5 E11016-G |
| GMAW | YM-80W | CO₂用 | Z 3315 G78JA2UC1-N5M3T 該当 | A5.28 ER110S-G | |
| FCAW | SF-82WL | Ar-CO₂用 | Z 3320 T78J2T5-0MA-NCC1J-UH5 該当 | ─ | |
| SAW | NB-80 & Y-80W | 突合せ用 | Z 3183 S80J4-AW3 該当 | A5.23 F11A4-EG-G |
●3-4 溶着金属機械性能の一例
表5にSBHS鋼用溶接材料の溶着金属機械性能の一例を示します。
表5 SBHS鋼用溶接材料の溶着金属機械性能の一例
| 鋼種 | 溶接方法 | 銘柄 | 溶着金属機械的性能 | 溶着金属化学成分(%) | |||||||||||
| 耐力 (MPa) |
引張 強度 (MPa) |
衝撃性能 | C | Si | Mn | P | S | Cu | Ni | Cr | Mo | ||||
| 試験温度 (℃) |
吸収 エネルギー (J) |
||||||||||||||
| SBHS 400 |
SMAW | L-55 | 480 | 550 | 0 | 230 | 0.07 | 0.55 | 0.95 | 0.011 | 0.008 | ─ | ─ | ─ | ─ |
| GMAW | YM-26 | 460 | 560 | 130 | 0.07 | 0.52 | 1.11 | 0.016 | 0.011 | ─ | ─ | ─ | ─ | ||
| FCAW | SF-1 SM-1F |
520 510 |
580 570 |
100 90 |
0.06 0.05 |
0.50 0.53 |
1.40 1.50 |
0.015 0.016 |
0.010 0.011 |
─ ─ |
─ ─ |
─ ─ |
─ ─ |
||
| SAW | NF-1 & Y-D NF-820 & Y-D |
490 495 |
550 560 |
170 90 |
0.08 0.05 |
0.27 0.61 |
1.30 1.76 |
0.018 0.017 |
0.011 0.010 |
─ ─ |
─ ─ |
─ ─ |
─ ─ |
||
| SBHS 400W |
SMAW | CT-16Cr | 520 | 570 | 0 | 160 | 0.04 | 0.37 | 0.62 | 0.016 | 0.008 | 0.35 | 0.14 | 0.50 | ─ |
| GMAW | YM-55W | 580 | 630 | 90 | 0.08 | 0.48 | 1.05 | 0.006 | 0.008 | 0.50 | 0.21 | 0.61 | ─ | ||
| FCAW | SF-50W SM-50FW |
500 510 |
580 590 |
100 75 |
0.04 0.05 |
0.35 0.32 |
0.80 1.10 |
0.015 0.014 |
0.008 0.005 |
0.34 0.45 |
0.44 0.50 |
0.47 0.48 |
─ ─ |
||
| SAW | NF-1 & Y-CNCW NF-820 & Y-CNCW |
520 490 |
620 570 |
115 75 |
0.07 0.05 |
0.31 0.66 |
1.19 1.57 |
0.010 0.011 |
0.006 0.006 |
0.34 0.35 |
0.11 0.14 |
0.55 0.56 |
─ ─ |
||
| SBHS 500 |
SMAW | L-62CF | 590 | 660 | -5 | 185 | 0.07 | 0.45 | 1.36 | 0.011 | 0.008 | ─ | 0.70 | ─ | 0.35 |
| GMAW | YM-60C | 590 | 660 | 120 | 0.07 | 0.38 | 1.38 | 0.011 | 0.012 | ─ | ─ | ─ | 0.35 | ||
| FCAW | SF-60 SM-60F |
570 600 |
620 660 |
100 75 |
0.05 0.06 |
0.50 0.56 |
1.47 1.83 |
0.011 0.016 |
0.005 0.008 |
─ ─ |
0.53 ─ |
─ ─ |
─ ─ |
||
| SAW | YF-15B & Y-DM NF-820 & Y-DM |
605 600 |
665 660 |
85 80 |
0.09 0.04 |
0.38 0.75 |
1.33 1.77 |
0.014 0.017 |
0.011 0.009 |
─ ─ |
─ ─ |
─ ─ |
0.49 0.47 |
||
| SBHS 500W |
SMAW | CT-60Cr | 520 | 610 | -5 | 190 | 0.07 | 0.38 | 0.67 | 0.017 | 0.009 | 0.44 | 0.62 | 0.56 | ─ |
| GMAW | YM-60W | 540 | 640 | 110 | 0.07 | 0.38 | 0.83 | 0.011 | 0.007 | 0.58 | 0.46 | 0.50 | ─ | ||
| FCAW | SF-60W SM-60FW |
630 540 |
685 620 |
115 70 |
0.05 0.04 |
0.50 0.46 |
1.18 1.12 |
0.012 0.017 |
0.005 0.006 |
0.42 0.35 |
0.61 0.45 |
0.51 0.52 |
─ ─ |
||
| SAW | YF-15B & Y-60W NF-820 & Y-60W |
530 540 |
635 640 |
85 65 |
0.08 0.06 |
0.45 0.60 |
1.43 1.67 |
0.018 0.012 |
0.009 0.008 |
0.37 0.37 |
0.10 0.10 |
0.57 0.56 |
─ ─ |
||
| SBHS 700 |
SMAW | L-82 | 855 | 935 | -20 | 140 | 0.04 | 0.47 | 1.46 | 0.011 | 0.003 | ─ | 4.83 | ─ | 0.54 |
| GMAW | YM-82C | 770 | 895 | 70 | 0.08 | 0.60 | 1.43 | 0.005 | 0.005 | ─ | 2.45 | ─ | 0.58 | ||
| FCAW | SF-82WL | 830 | 895 | 90 | 0.08 | 0.38 | 1.74 | 0.012 | 0.004 | 0.24 | 2.61 | ─ | 0.80 | ||
| SAW | NB-80 & Y-80 | 790 | 890 | 110 | 0.07 | 0.20 | 1.62 | 0.011 | 0.002 | ─ | 2.13 | 0.94 | 0.45 | ||
| SBHS 700W |
SMAW | CT-80Cr | 835 | 930 | -20 | 130 | 0.04 | 0.44 | 1.44 | 0.012 | 0.005 | ─ | 4.72 | ─ | 0.54 |
| GMAW | YM-80W | 750 | 840 | 75 | 0.07 | 0.51 | 1.28 | 0.011 | 0.007 | 0.35 | 2.43 | ─ | 0.42 | ||
| FCAW | SF-82WL | 830 | 895 | 90 | 0.08 | 0.38 | 1.74 | 0.012 | 0.004 | 0.24 | 2.61 | ─ | 0.80 | ||
| SAW | NB-80 & Y-80W | 850 | 930 | 140 | 0.06 | 0.21 | 1.69 | 0.009 | 0.002 | 0.35 | 2.03 | 0.82 | 0.46 | ||
4. 溶接継手性能
●4-1 SBHS鋼を適用した溶接継手の所要性能表6にSBHS鋼を適用した溶接継手の所要性能を示します。
表6 SBHS鋼を適用した溶接継手の所要性能1)
| 鋼種 | 継手引張強度 (MPa) |
シャルピー吸収エネルギー | |
| 試験温度 (℃) |
吸収エネルギー (J) |
||
| SBHS400 SBHS400W |
490以上 | 0 | 47以上 |
| SBHS500 SBHS500W |
570以上 | -5 | |
| SBHS700 SBHS700W |
780以上 | -15 | |
●4-2 SBHS500鋼を適用した溶接継手性能
表7にSBHS500鋼を適用した溶接継手性能の一例を示します。
表7 SBHS500鋼を適用した溶接継手性能の一例
| 溶接方法 | 銘柄 | 溶接金属機械的性質例 | 溶接金属化学成分例 % | |||||||
| 入熱 【パス間温度】 |
耐力 (MPa) |
引張強度 (MPa) |
vE-5℃ (J) |
C | Si | Mn | Ni | Mo | ||
| SMAW | L-62CF | 35kJ/cm 【200℃以下】 |
610 | 681 | 148 | 0.07 | 0.45 | 1.36 | 0.70 | 0.35 |
| GMAW | YM-60C | 40kJ/cm 【200℃以下】 |
517 | 628 | 92 | 0.07 | 0.38 | 1.38 | 0.01 | 0.35 |
| FCAW | SF-60 | 40kJ/cm 【200℃以下】 |
566 | 632 | 103 | 0.08 | 0.53 | 1.58 | 0.52 | 0.34 |
| SAW | YF-15B & Y-DM |
42kJ/cm 【200℃以下】 |
540 | 630 | 65 | 0.09 | 0.38 | 1.33 | 0.02 | 0.49 |
●4-3 溶接継手の断面マクロ写真
図2に溶接継手の断面マクロ写真の一例を示します。
図2 溶接継手の断面マクロ写真の一例
5. 施工上の注意点
1.SBHS鋼は予熱温度低減を目標に開発されていますが、溶接材料の乾燥状態、雰囲気の状態(多湿など)、継手の拘束度などによっては予熱温度が高まる場合もあります。2.板厚50mm以上については、予熱の検討が必要になる場合があります。
3.パス間温度の標準は200℃以下を設定しています。
その他留意点
・溶接金属に対する衝撃性能は、特別な要求がない限り溶着金属の衝撃特性が適用されます。
・優れた性能を最大限に引き出すためには、設計・施工・管理技術を継続的改善し、素材メーカー、ファブリケータ、コンサルタントとの連携強化が必要と考えます3)。
6. おわりに
今回、SBHS鋼用溶接材料ならびに溶接継手性能一例を紹介しました。現在、SBHS鋼を適用した鋼橋建設が増加傾向にあり、当社の SBHS鋼用溶接材料も多く採用され、継手研究評価報告4)も公開されています。今後のSBHS鋼適用に際しての一助になれば幸いです。<参考文献>
1)一般社団法人 日本鉄鋼連盟 橋梁用鋼材研究会:高性能鋼の概要(橋梁向け)
2)公益社団法人 日本道路協会:道路橋示方書・同解説(Ⅱ 鋼橋・鋼部材編)
3)岡野重雄:橋梁用高性能鋼材とその適用例、溶接学会誌 第76巻(2007)第7号
4)上野康雄、藤平正一郎:橋梁用高降伏点鋼板(SBHS700相当鋼)の溶接性評価試験、片山技報No.29(2010)