技術情報溶接Q&A
Q001ステンレス鋼を溶接する場合の溶接材料の選定について考え方をおしえて下さい。
(ニッテツびいど No.98 1991 Autumn)1. 共材継手の場合
ステンレス鋼は使用環境により強度や耐蝕性等を考慮して材質が選定されています、従って溶接部についても母材と同一組成が必要となります。もし母材と異なる組成の溶接材料を使用した場合。厳しい環境下に曝された場合、溶接部(HASを含んで)が腐食したり、割れ発生等の問題が生じます。
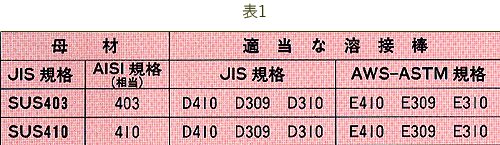
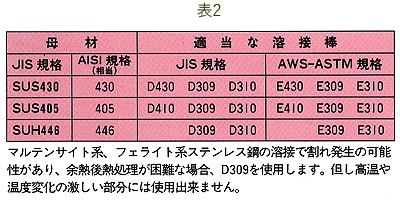
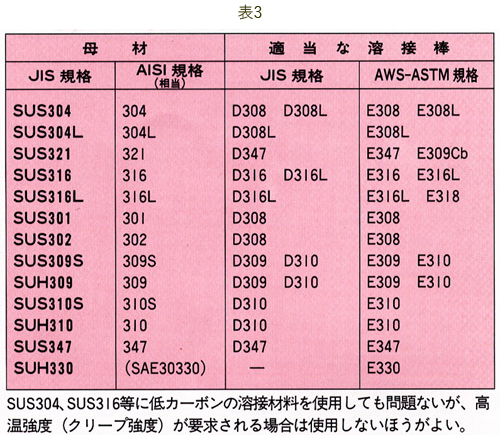
例えば接合される母材がSUS304同士の場合。基本的には母材と同一組成の溶接材料D-308(308・R)のを使用すればよい事になります。表1にマルテンサイト系ステンレス鋼に対する溶接捧の組合せ例を、表2にフェライト系ステンレス鋼に対する溶接棒の組合せ例を、表3にオーステナイト系ステンレス鋼に対する溶接棒の組合せ例を示します。
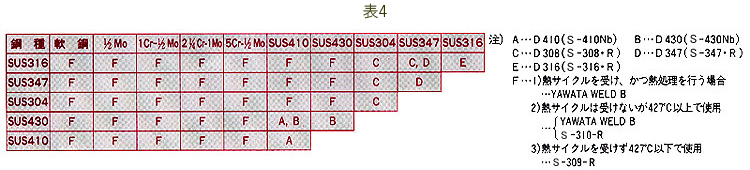
2. 異材継手の場合
SUS304とSS-400の様な異なった成分の鋼を接合する場合。接合される母材の組合せにより使用する溶接材料は割れ、耐蝕性機械的性質等を充分考慮して選定する必要があります。一般的には溶接金属の性能が一方の母材を満足するか、或いは両母材の中間的な性質が得られるような溶接樹料を選定します。
例えばSUS304とSS-400)接合にD-308(18Cr-8Ni)を使用すると母材(SS-400等)の稀釈を受けて、12Cr-6Ni等の様にCrとNiが減少し、デポが硬くなり割れることがあります。この様な炭素鋼との異材溶接ではD309(22Cr-12Ni)を使用すればデポは母材の稀択を受けても、18Cr-12Niに近い成分となり、割れの心配のない安定した溶接金属を得る事が出来ます。表4に各種鋼種組合せにたいする溶接棒の選定例を示します(異材継手でステンレス鋼と炭素鋼の厚板や低合金鋼との接合では余熱が必要になります。表5に余熱温度の目安を示します。