技術情報溶接Q&A
Q002ウォッシュプライマ塗装鋼板のすみ肉継手をフラックス入りワイヤで溶接すると、ピットやガス溝が発生し、手直しが大変で因っています。良い対策は?
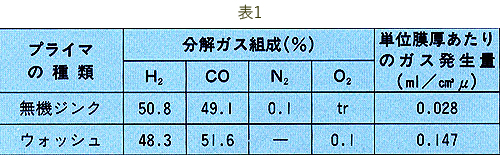
(ニッテツびいど No.101 1992 Summer)特に橋梁部材でよく使用されるウォッシュプライマは溶接時に発生するガス量が著しく多い(表1)ため、気孔が発生し易く、溶接前にプライマを除去するか、溶接後に欠陥の手直しをするかの何れかを採用せざるを得ず、溶接工数の大幅な増加を招いています。
弊社はこの課題に対し、長年取り組んでいます。ここでその現状をご紹介します。
1.耐プライマ性ワイヤの設計方針
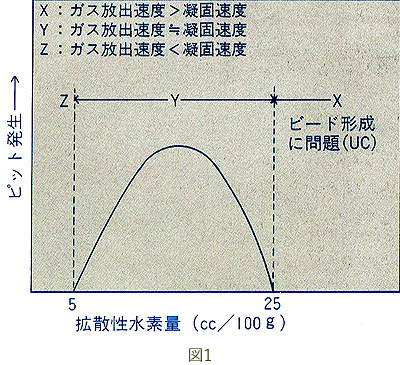
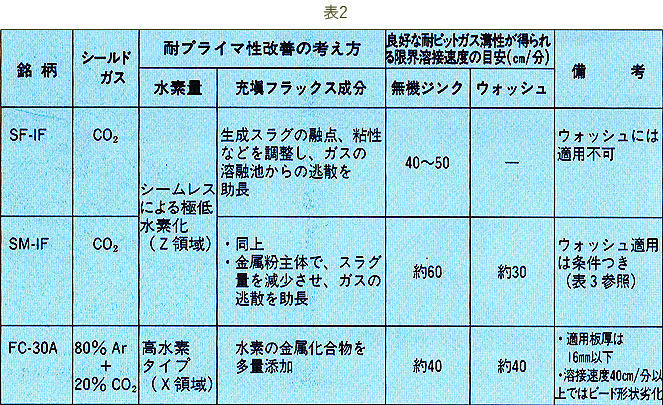
図1は溶接材料の拡散性水素量とピット発生の関係を示したものです。極低水素(Z)領域と高水素(X)領域でピットの発生しない領域があります。しかし、Z領域では、ウォッシュプライマのように熱分解ガスが多い塗料や高速溶接の場合、ピットが発生し易くなるため、水素量以外の工夫が必要です。弊社はこのZ領域とX領域を利用して、各種耐プライマ性ワイヤを開発して参りました。その代表例を表2に示します。
2. ウォッシュプライマ対応ワイヤ
(1)高水素FC-30AFC-30Aは高水素系(X領域)のワイヤで、ウォッシュプライマ塗装鋼板でもピット発生の心配はまずありません。
但し、フラックス中に水素を相当量含有している関係上、CO₂溶接ではスパックが増加するため、シールドガスとしてAr-CO₂混合ガスを使用することにより、低スパッタ溶接を可能にしています。
非低水素系のため、適用板厚は16mmまでです。
(2)極低水素系メタルコアードワイヤSM-1F
SM-1FはZ領域のワイヤで、水素量を極力低くするとともに、溶接時に発生するガスを溶融池から逃げ出し易くするため、生成スラグの物性や量を調整した低スラグタイプのメタルコアードワイヤです。
本ワイヤはZ領域のワイヤで、前に述べたように、ウォッシュプライマの溶接で、ピットが全く発生しないということは保証しかねます。
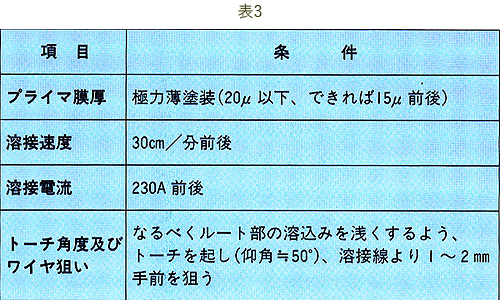
しかし、表3に示すように施工条件を限定すれば従来のフラックス入リワイヤに比べ、はるかに溶接欠陥の少ない溶接が可
能です。