技術情報溶接Q&A
Q003ガスシールドアーク溶接で、CO₂溶接よりもAr-CO₂混合ガス溶接の方がブローホールが出やすいといわれていますがなぜでしょうか?
(ニッテツびいど No.102 1992 Autumn)ガスシールドアーク溶接ではスパッタの減少、ビード外観および溶接金属の切欠じん性改善のため、シールドガスにAr-CO₂混合ガスを用いることがあります。
ガスシールドアーク溶接のブローホール発生原因としては、シールド不良(風、シールド流量不足、ノズルヘのスパッタ付着等)による空気の巻込みがまず挙げられます。これは主として空気中の窒素によるものであります。
一方、Ar-CO₂混合ガス溶接では、Ar混合比が高い場合窒素以外の原因でブローホールが発生する場合があります。図1にシールドガス組成とブローホール発生傾向の関係を示します。
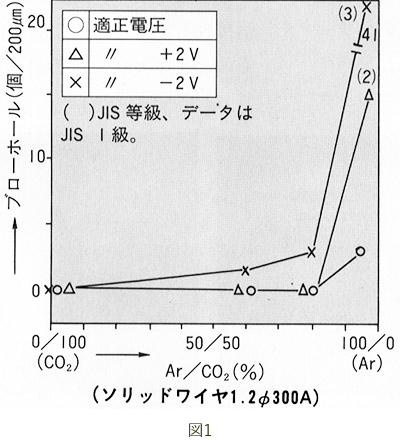
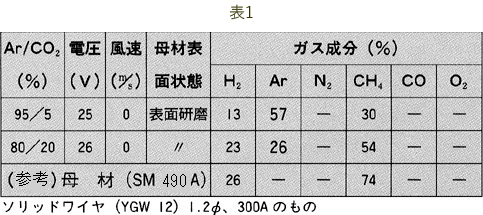
この図からシールドガス中のAr量の増加により、ブローホール数は増加し、その傾向はアーク電圧が低い場合に顕著なことが判ります。このブローホールのガス分析例を表1に示します。この結果からブローホールはArガスなどの巻込みによるものと考えられています。
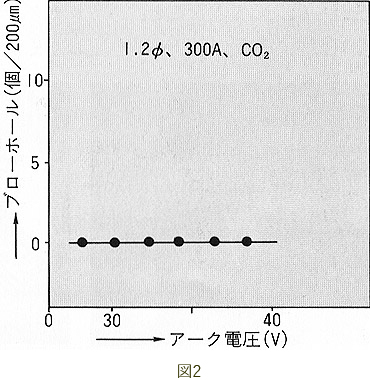
次に、CO₂溶接におけるアーク電圧とブローホール発生数との関係の一例を図2に示します。この図からCO₂溶接では、アーク電圧の影響はほとんどないことが判ります。Ar-CO₂混合ガス溶接の低電圧域でブローホールが発生し易い理由は次のように考えられています。
①Ar混合比の高いシールドガス中では、溶接電流がある一定値(臨界電流)を超えると溶滴移行形態はスプレー移行になり、溶込みはフィンガー形状になる。このため、ビード中央部の深くて幅の狭い落込み部分にトラップされたガスが浮上しきれずブローホールになり易い。
②持にアーク電圧が低い場合には、アークの乱れが生じ(溶滴の短絡後にアークの長さが急激に長くなる)、この時、シールドガスが溶融池に巻込まれブローホールが生じ易い。
なお、CO₂溶接ではAr-CO₂溶接と比較して溶込みがフィンガー状になりにくいため、シールドガスを巻込みにくいこととCO₂溶接では短絡による溶融池攪拌が盛んなためガス浮上が容易となり、ブローホールは発生し難いと考えられています。
以上の通り、Ar-CO₂混合ガスの溶接では、ブローホール防止のため、スプレー移行時のアーク電圧を適正値にする必要があり、低アーク電圧(アーク長が短い)は避ける必要があります。