技術情報溶接Q&A
Q004ステンレスクラッド鋼の溶接施工要領を教えて下さい。
(ニッテツびいど No.103 1993 Winter)今回は片面クラッド鋼の施工要領についてお話しします(尚両面クラッド鋼の施工要領についても基本的な考え方は同じです)1.溶接要領(例として母材:炭素鋼合せ材SUS-304の場合)
1)外面開先の場合
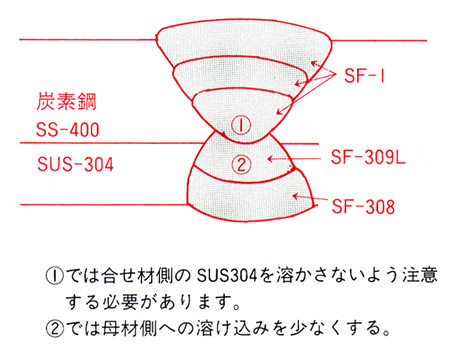
1-1)母材側の第一層の溶接は合せ材を溶かさないように注意する必要があります。溶接材料は第一層も残りの層も母材に適合した溶接材料、この場合は(SF-1、YM-26、G-200等)を使用して仕上げます。
1-2)母材側の溶接が終了後、裏ハツリを行い、母材側の溶着金属が露出するまでハツリを行いますが、ハツリ量は少ない方が望ましい。
1-3)合せ材側の第一層の溶接は異材溶接と同様この場合は(SF-309L、YM-309L、S-309LR等)を使用します。入熱を低くして希釈による溶着金属のCr.Niの低下を防ぎます。
1-4)合せ材側の仕上げ溶接は合せ材に適合した溶接材料、この場合は(SF-308、SF-308L、YM-308、S-308R等)を使用しますが、溶け込みを少なくするよう施工する事が大切です。
2)内面開先の場合
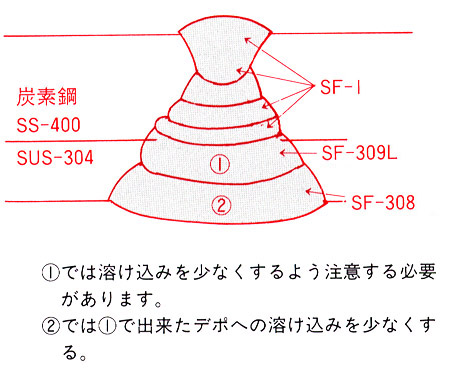
2-1)内側より母材に適合した溶接材料、この場合は(SF-1、YM-26、G-200等)を使用して合せ材手前迄溶接し、そこで止めます。
2-2)裏ハツリを行い、母材に適合した溶接材料、この場合は(SF-1、YM-26、G-200等)で仕上げます。母材側の板が厚い場合、SAWの適用も考えられますが、境界部の再加熱温度等にたいする検討が必要になります。
2-3)合せ材側の第一層の溶接は異材溶接と同様、この場合は(SF-309L、YM-309L、S-309L.R等)を使用しますが、入熱を低くして希釈を少なくし、溶着金属のCr,Niの低下を防ぎます。
2-4)合せ材側の仕上げ溶接は合せ材に適合した溶接材料、この場合は(SF-308、SF-308L、YM-308、S-308R等)を使用して仕上げますが、溶け込みを少なくするよう施工する事が大切です。
2-5)又は施工順として、①2-1)→②2-3)→③2-4)→④2-2)で施工しても構いません。
3)施工上の注意事項
3-1)グラインダー、ワイヤブラシ等は母材側と合せ材とそれぞれ専用の物を使用する。合せ材側のワイヤブラシはステンレス製のワイヤブラシを使用して下さい。
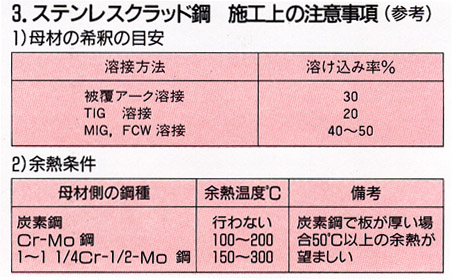
3-2)母材側の鋼種や板厚により余熱が必要な場合は、母材側の鋼種や板厚に応じた余熱を実施致します。但し合せ材の溶接時の余熱は原則として行わない。
又合せ材のパス間温度は100℃以下が望ましい。
3-3)SF-1、SF-308、YM-26、G-200等はそれぞれ溶け込み率に差があるので注意が必要です。
3-4)母材側の板厚が薄く、母材と合せ材の区別溶接が困難な場合、SF-309Lで施工仕上げます。