技術情報溶接Q&A
Q005SFワイヤを使って、能率のよい溶接をしたいと思います。ワイヤ径の選び方について教えて下さい。
(ニッテツびいど No.105 1993 Summer)このうち、1.2ミリ、1.4ミリ及び1.6ミリがよく使われています。
能率的な溶接を行うための一般的な考え方は次の通りです。
①電流が高いほど、溶着速度が速くなり、能率がよい。従って大電流が使用できる太径ワイヤほと能率がよい(例:太径サブマージアーク溶接)。
②同じ電流では、ワイヤ径が細いほど、ワイヤのチップから突出した部分が抵抗熟で加熱され易いため、溶着速度が速くなり、能率がよい(例:HI‐WELD法なとの細径大電流密度溶接法)。
SFワイヤの場合には、この他に次のことを考慮する必要があります。
イ)電源容量
ロ)ワイヤ送給機の能力(能力が小さいと電流が上がらない)。
ハ)溶接作業性面(スパッタ、ビード外観、姿勢溶接のメタル垂れなど)における適正電流範囲。
図1は定格電流500A、使用率60%、最大ワイヤ送給速度17m/分の電源及び送給装置を使用した場合、各々の溶接姿勢でどのワイヤ径が最も能率的かを示したものです。
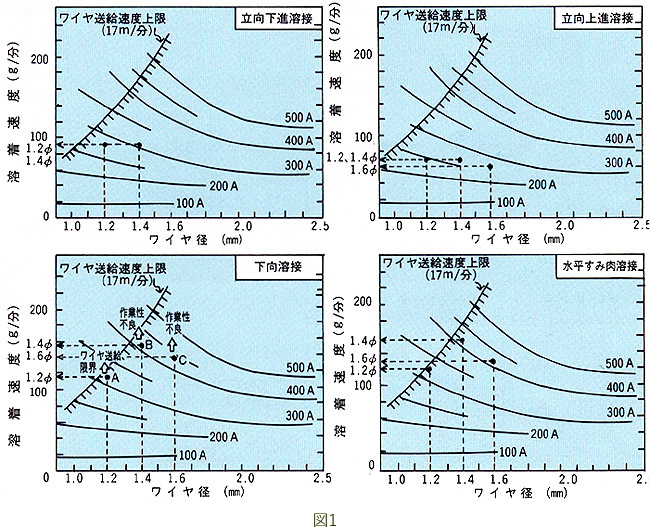
例えば、下向溶接の場合、各ワイヤ径の溶接が可能な最高電流と、その時の溶着速度は次の通りです。
・1.2ミリ:320A(ワイヤ送給速度17m/分からの制限)。この時の溶着速度は1分間当り約110g(図1、A点)。
・1.4ミリ:410A(410A以上ではアーク状態、スパッタ、ビード外観が悪くなる)。この時の溶着速度は1分間当り約150g(図1、B点)。
・1.6ミリ:430A(1.4ミリと同じ理由)。この時の溶着速度は1分間当り約140g(図1、C点)。
以上より、下向溶接の場合、溶着速度は1.2→1.6→1.4ミリの順に大きくなるため、1.4ミリが最も能率がよいといえます。
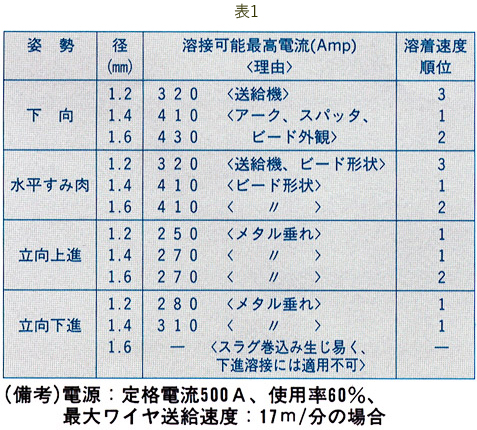
表1は同じような考え方で、姿勢毎に、どのワイヤ径が能率が良いかを図1をもとに比べた結果です。
以上は能率面からのワイヤ径選定例です。参考として、別の観点からのワイヤ径選定例も次にご紹介しておきます。
1)薄板溶接で歪みを少なくしたい場合
低電流で溶接し易い細径の1.0ミリや1.2ミリが歪みが少なくなります。
2)低温用鋼の場合
溶接金属のじん性を良くするには、低入熱溶接がやり易い細径ワイヤ(1.4、1.6ミリより1.2ミリ)の方が良い結果が得られます。
3)狭開先溶接の場合
狭開先溶接ではメタル先行による融合不良が生じ易くなります。この場合、アークの広がる太径の1.6ミリや2ミリワイヤが融合不良防止に有効です。