技術情報溶接Q&A
Q008プラズマ溶接とティグ溶接の違いを数えてください。またプラズマ溶接特有のキーホール溶接について数えてください。
(ニッテツびいど No.109 1994 Summer)プラズマ溶接とティグ溶接の違いについて
プラズマ溶接は、ティグ溶接と同じように電極にタングステン棒を用いますので、非消耗電極式アーク溶接に属します。ティグ溶接との違いは、図1に示すようにティグ溶接は電極から直接母材にアークを移行させるのに対して、プラズマアークは水冷インサートチップの孔を通過させて母材に移行させる点にあります。すなわち、電極から発生したアークは水冷インサートチップによってウォール効果およびサーマルピンチ効果を受けますので、アークは絞られ、エネルギー密度の高いアークとなり、インサートチップ孔から噴出します。そして噴出したアークはシールドガスによってさらにサーマルピンチ効果を受けますのでさらに絞られて母材に移行します。この場合、このシールドガスに7~20%H²ガスを混合させることにより、より強いサーマルピンチ効果を受けますのでエネルギー密度の高いアークとなります。このようにプラズマアークはインサートチップによって充分に絞られますので、図2に示すようにティグアークに比べてアークの広がりが狭くなります。
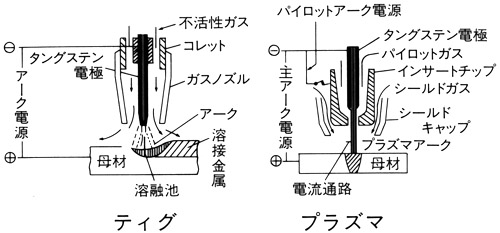
図1
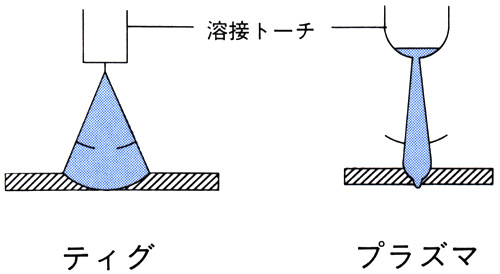
図2
図3に、ティグアークとプラズマアークのアーク柱の温度分布比較で示したように、大きい差があることが分かります。エネルギー密度もティグアークが約15kW/cm²、プラズマアークが50~100kW/cm²であると報告されております。
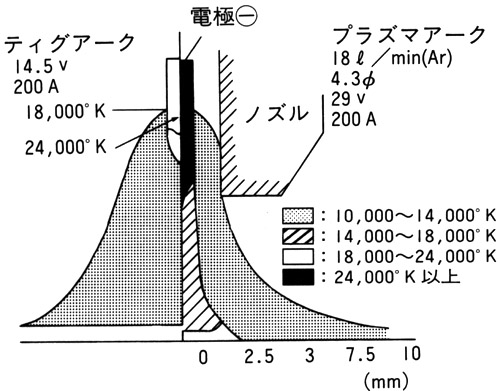
図3
キーホール溶接について
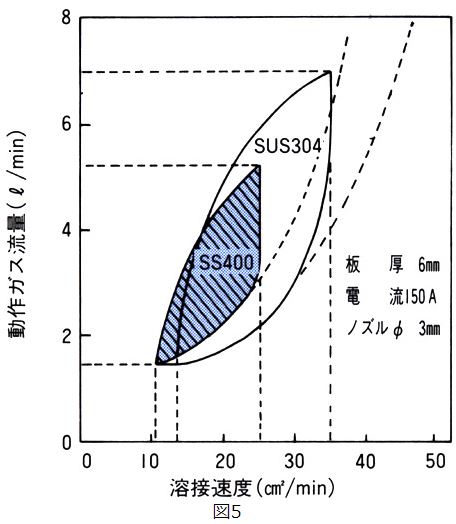
このエネルギー密度の高いアークを利用して、特長的な片面裏波溶接法であるキーホール溶接が出来ます。その原理は図4に示すように、プラズマ流が溶融金属を押しのけて母材を貫通してキーホールを形成します。このキーホールは溶接が進行するにつれて、溶融金属はその壁面を伝わって後方に移動し、溶融池を形成して溶接ビードとなります。このようにして、I開先突合せの1パス片面溶接が可能な板厚は、軟鋼板で2~6mm、ステンレス鋼板で2~10mmがおよその範囲です。図5に板厚6mmでのSS400とSUS304の溶接条件範囲を示します。SUS鋼がSS材より条件範囲が広いのは溶融金属の表面張力が大きいためです。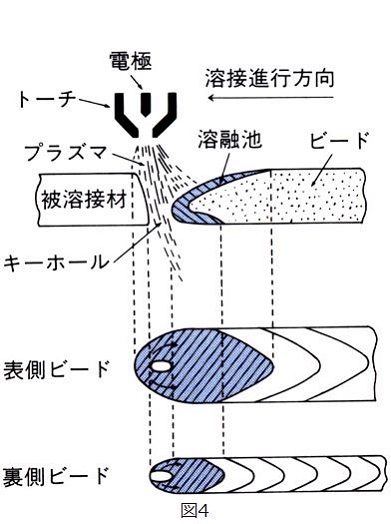
なお、表ビード高さの調整はフィラーワイヤーを用いることにより任意の高さが得られます。
以上プラズマ溶接とティグ溶接の比較を述べてきましたが、プラズマ溶接の特長は以下のとおりとなります。
①熱集中性が良いため、ビード幅が狭く、高速溶接が可能ですので、歪の少ない溶接ができます。
②アーク指向性が高いため、すみ肉溶接に最適です。
③スパッタが発生しません。
④電極消耗が少ないため、長時間高品質の溶接ができますので、自動溶接に最適です。
⑤ランニングコストが安価となります。
⑥I開先継手のキーホール溶接ができます。
このように、ティグ法に比べて多くの特長がありますが、最も特長的なものは長時間安定した高品質溶接ができる点にあります。