技術情報溶接Q&A
Q012ステンレス鋼溶接材料による肉盛溶接を行う場合、最適な溶接法と施工上の注意点について教えてください。
(ニッテツびいど No.112 1995 Spring)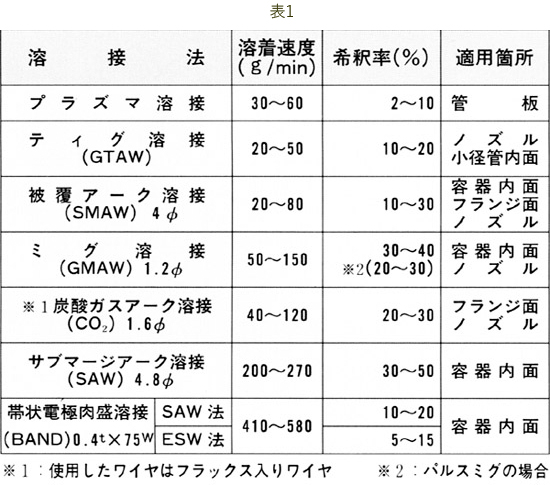
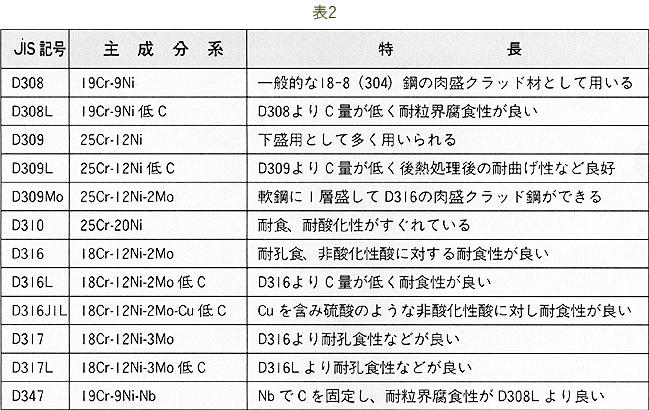
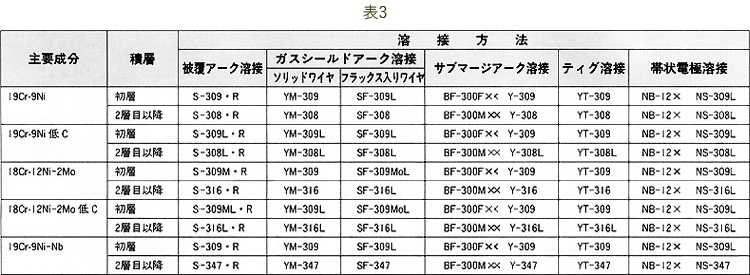
ステンレス鋼溶接材料による肉盛溶接は、異材継手溶接同様に初層は完全な異材溶接で、2層目以降は共材溶接となります。したがって、初層溶接には異材用の溶接材料を用い、2層目以降は表2のオーステナイト系ステンレス鋼溶接材料の内から用途に合ったものを選択して用います。当社では、これら肉盛溶接に適用できる商品として、表3に示すようにオーステナイト系ステンレス鋼溶接材料を各種取り揃えています。
肉盛溶接の施工上の注意点としては、母材熱影響部の応力除去を目的として行われる後熱処理により、母材と溶接金属の境界部に脱炭層(母材側)・浸炭層(溶接金属側)が発生して、脆化や溶接金属にCr炭化物やシグマ相が生成され耐食性の劣化が生じることです。
したがって、肉盛溶接部の性能を考慮し、後熱処理は行わないか、行う場合はできるだけ低い温度で時間を短くすることが望ましく、母材に推奨されている後熱処理温度の下限を選ぶことが良いと考えます。