技術情報溶接Q&A
Q013プラズマ溶接法特有のキーホール溶接について特長と、どのようなワークに通用され、効果を上とているか、教えてください。
(ニッテツびいど No.112 1995 Spring)①アーク熱の集中がよいため、ビード幅が狭く高速で歪みの少ない溶接が可能。
②スパッタの発生がないため後処理が不要。
③電極消耗が少ないため、長時間安定した高品質溶接が出来る。
④l開先継手の溶接ができるため特別な開先加工が不要で工数が低減できる。
これらの特長を生かしてプラズマキーホール溶接の適用されているワーク例と、材質、板厚、溶接長、自動溶接装置等を下記に示します。
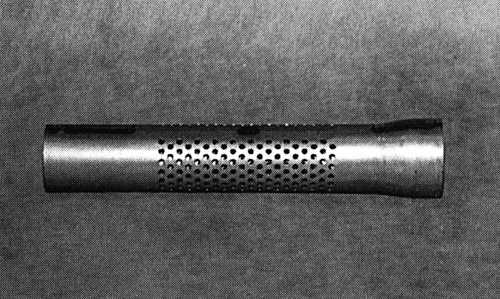
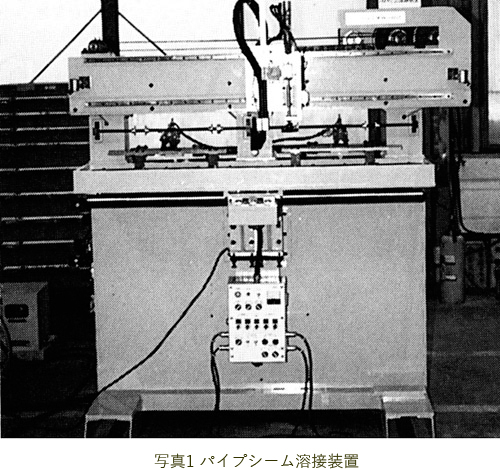
| 1.自動車用マフラー ・ステンレス鋼板:1.0mm~2.0mm ・軟 鋼:0.9mm~2.0mm ・溶 接 長:250mm~600mm パイプシーム溶接装置〔写真1〕 |
 |
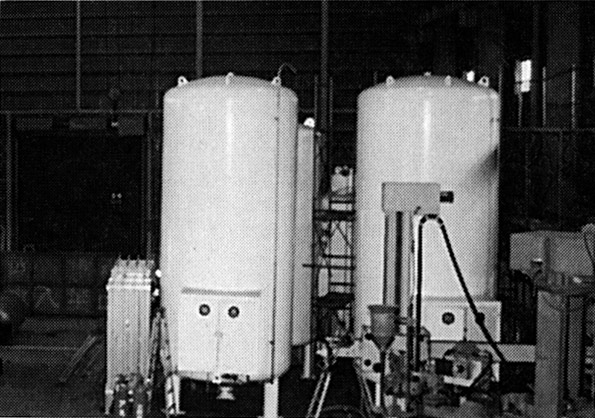
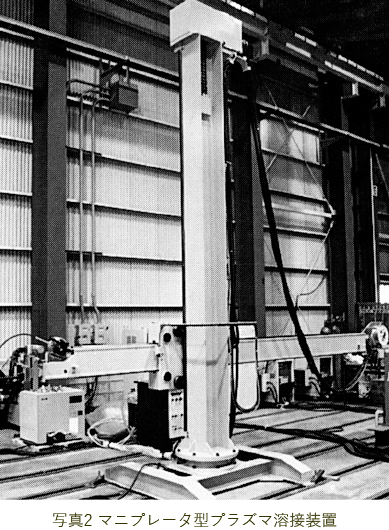
| 2.圧力タンク ・ステンレス鋼板:1.0mm~6.0mm ・軟 鋼:3.0mm~5.0mm ・溶 接 長:300mm~6,000mm マニプレータ型プラズマ溶接装置〔写真2〕 |
 |
| 3.モーターケーシング ・軟 鋼:1.0mm~5.0mm ・溶接長:200mm~600mm パイプシーム溶接装置 |
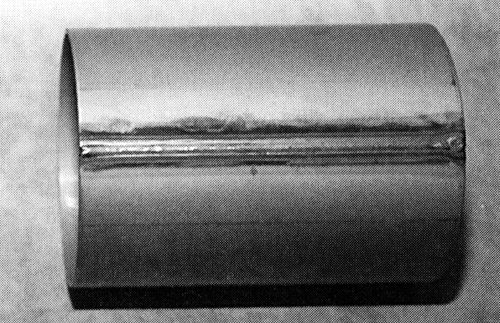 |
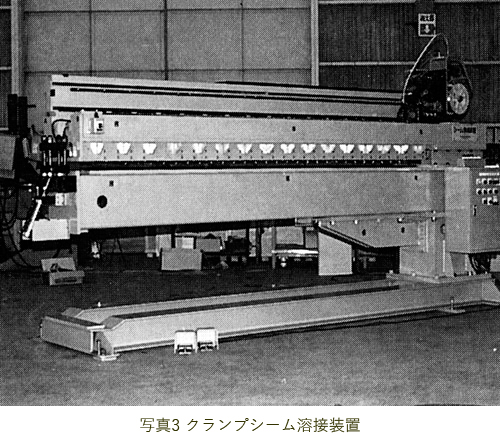
| 4.食品タンク ・ステンレス鋼板:3.0mm~6.0mm ・ 溶 接 長:1,000mm~8,000mm クランプシーム溶接装置〔写真3〕 |
|
| 5.電気温水器タンク ・ステンレス鋼板:0.2mm~2.0mm ・溶 接 長:300mm~3,000mm パイプシーム溶接装置 |
|
| 6.フープ継手 ・亜鉛メッキ鋼板:0.1mm~6.0mm ・ステンレス鋼板:0.5mm~10.0mm ・軟 鋼:0.1mm~6.0mm ・真 鍮:0.5mm~3.0mm ・ 銅 :0.2mm~4.0mm ・アルミニウム :0.5mm~6.0mm ・溶 接 長:10mm~2,000mm 平板突合わせ溶接装置 |
|
| 7.造管 ・ステンレス鋼板:1.0mm~8.0mm 造管装置 |
なお、当社ではプラズマ溶接の自動化、省力化を図る各種自動溶接装置を開発、製造販売しております。プラズマ自動溶接装置の導入により、
①工数低減
②溶接歪みの低減
③溶接時間の短縮
④余盛りの適正化
⑤溶接品質の向上および安定
などに効果を上げ、従来法の問題点を解決しています。