技術情報溶接Q&A
Q014Ni基合金(インコネル、インコロイおよびハステロイなど)の溶接上の注意点および異材溶接における溶接材料の選定について教えてください。
(ニッテツびいど No.115 1996 Winter)
Ni基合金の溶接・接合方法(溶融溶接)として、ティグ溶接、ミグ溶接、被覆アーク溶接、サブマージアーク溶接および電子ビーム溶接が用いられていますが、中でも、ティグ溶接が多用されています。
Ni基合金の溶接における主要な問題点は①高温割れ、②熱影響部(HAZ)の鋭敏化、③溶接金属のミクロ偏析に起因する耐食性の劣化です。一般に完全オーステナイト組織を持つNi基合金は、溶接部で高温割れが発生しやすい材料です。高温割れ防止には、低融点物質を形成しやすいSi、P、S、Pbなどの不純物の低減、溶接入熱の低減、開先面・溶接ワイヤの清掃・清浄化、ビード形状のコントロール、予熱・パス間温度を低く抑えることが重要です。
Ni含有量の増加とともにCの固溶限が減少するため、高Ni合金では炭化物の析出傾向が大きく、鋭敏化が生じやすくなります。その抑制にはNb、Tiなどの安定化元素を添加する安定化処理が一般的ですが、C含有量低減化も有効であり、過大な溶接入熱および700℃前後の熱処理は避けるべきです。
Ni基合金の溶接金属においては、Cr、Moのミクロ偏析が生じ、同一組成の母材に比べて耐食性が劣る傾向にあります。このことを考慮して、溶接材料は、一般的に母材より高合金側で設計されておりますが、溶接後に1100℃前後の溶体化処理を行うことにより耐食性は改善されます。
溶接材料は、基本的には母材と同一な共金系溶接材料を用いますが、母材の高温強度、クリープ強度、伸び、耐食性などを考慮して選定する必要があります。
[溶接施工上の注意点]
①開先加工:Ni基合金の場合、ステンレス鋼に比べて溶接金属の湯流れが悪いため、ルートフェースに注意し開先角度を大きめに、たとえばV開先で60~80℃とするのが一般的です。
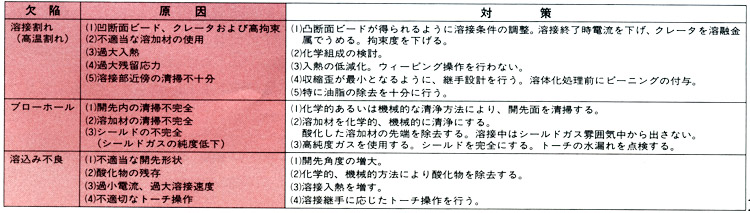
②溶接条件:溶接割れ、ブローホール、融合不良などの溶接欠陥の発生を防止するため、開先内の油脂、塗料などを除去する。溶接後、継手性能を改善するため、溶体化処理を行う。高温割れを防止するため、極力低入熱で行い、予熟は行わず、パス間温度も低く150℃以下とする。表2に溶接欠陥の発生原因とその対策を示します。
[異材溶接]
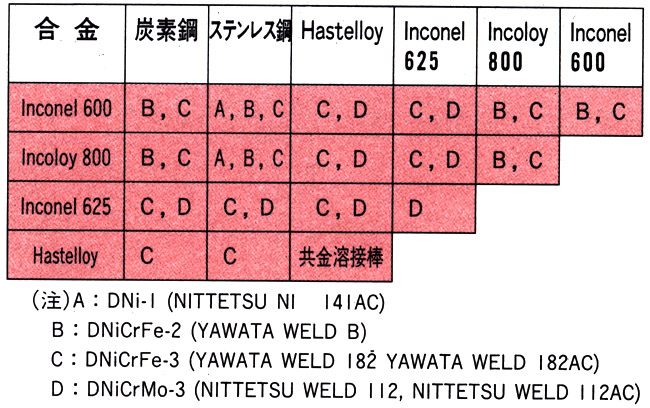
Ni基合金は異材溶接を行う場合が多く、炭素鋼、ステンレス鋼あるいは低合金鋼との異材溶接に、インコネル系溶接材料がしばしば用いられます。その理由として、溶接金属の組織はオーステナイトのままで安定しており、Cの固溶度が低く、Cが拡散しにくいため脱炭、浸炭現象がおきにくいためです。また、熱膨張係数がオーステナイト系ステンレス鋼と炭素鋼との中間であり、熱疲労に対して強いことが挙げられます。
表3にNi基合金の異材溶接での適用溶接材料を示します。