技術情報溶接Q&A
Q018低水素系溶接棒を乾燥しないで使用すると何か問題がありますか。
(a)溶接棒中にもともと含まれている水素源、
(b)大気中の水分、
(c)被覆剤が吸収した湿気、
(d)溶接部に付着したサビ・ペンキ・油脂・水分など。
溶接金属は、水素を含むと延性が低下し、その程度は水素量が増えるほど著しくなります。また、水素は原子が小さいため、冷えきった金属中でも比較的自由に動き回り、時間をかけて外へ逃げるという性質を持っていて、これを拡散性水素と呼んでいます。
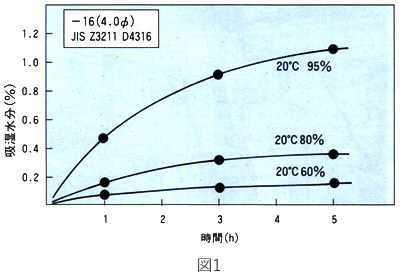
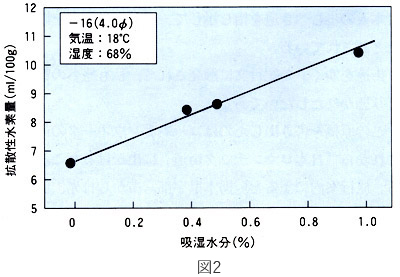
低水素系溶接棒は、この拡散性水素量をJlS規格によって厳しく定められており適正な溶接施工管理を行えば、水素は自然に抜けて健全な溶接金属が得られます。しかし、溶接棒を乾燥しないで溶接を行うとどうなるでしょうか。吸湿した被覆剤水分が容接中に分解し、溶接金属中に過剰の拡散性水素が含まれることになります。
それでは過剰の拡散性水素は溶接金属にどのような影響を与えるのでしょうか。
高張力鋼の溶接を行い、その時は何の変化もなかったのに、次の日、溶接金属や溶接部近傍の母材が割れていたということが極稀にあります。これは、溶接金属の結晶のすき間に拡散性水素が集まり割れを誘発したからです。割れるのに必要な量が集まるまでの時間が遅れの原因なのです。これを遅れ割れ(ビード下割れ、止端割れ、ルート割れ等)と呼んでいます。ミクロ割れ、銀点、線状組織などの欠陥も拡散性水素の影響で発生します。
この他、被覆剤中水分が多いために、アークが不安定になる、スパッタが増える、アンダーカットが発生しやすくなるなど溶接作業性が劣化する原因になります。
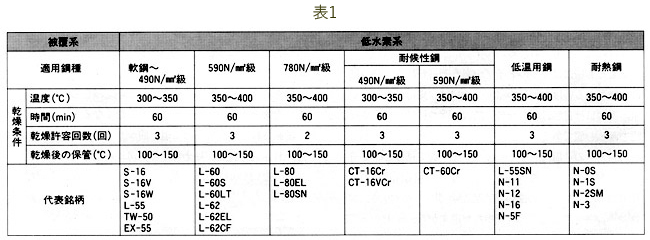
拡散性水素量を増加させないために、溶接棒の再乾は有効ですから、表1に示す標準乾燥条件に従って乾燥してから使用することをおすすめします。