技術情報溶接Q&A
Q021マグ溶接のシールドガスについて教えてください。
また、アルゴンガスは、JISK1105「溶接用のアルゴンガス」に適合するものを使用して下さい。
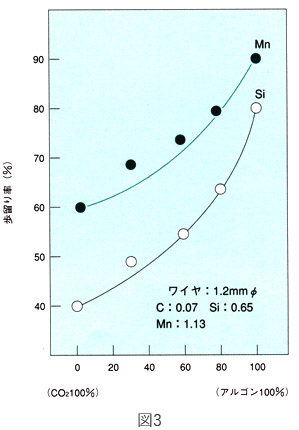
●ソリッドワイヤCO₂溶接の低電流域では、短絡移行し安定した溶接ができますが、大電流では粒状移行となり、大粒のスパッタが多発します。混合ガスではアルゴンが多くなるほど、溶滴は細かな粒となって移行し、スパッタも減少します。(図1)
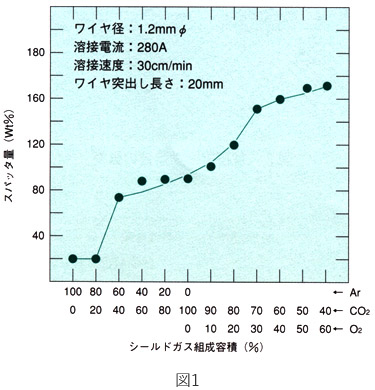
また、アーク特性も異なり、溶接作業性、ビード外観・形状、溶接金属性能、溶け込み形状などにも影響を与え、アルゴン主体のガスでは、底部が狭い深溶込みになり、CO₂では底部の広い、鍋底形の溶込みとなって融合不良などの欠陥が減少します。(図2)
●CO₂溶接と区別して、アルゴンガスに10%程度以上のCO₂を混合したガスを使用する溶接をマグ溶接と呼ぶことがあります。軟鋼、高張力鋼などの溶接に広く使用されており、アークの指向性、溶接移行の円滑さ、ビード表面形状の美麗さなどの観点から20%前後のCO₂を混合したガスが多く使われます。
また、アルゴンガスに若干のCO₂ガスやO2ガスを混合した場合をミグ溶接と呼び、ステンレス鋼などの溶接に使用されています。
●シールドガス組成と溶接金属特性
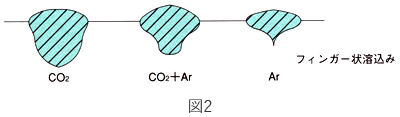
シールドガス中のCO₂ガスはアーク熟で解離してCO₂⇔CO+Oや2CO₂⇔2CO₂+O2となり、活性な酸素によってワイヤ中の主要脱酸性元素であるSiやMnなどは酸化され、スラグとなり、溶接金属中の合金元素として歩留まるSi、Mn量も低下します。(図3)