技術情報溶接Q&A
Q028溶接をする前になぜ予熱をする必要がるのですか、また何度くらい予熱をすればよいのか教えてください。
標準的な実施工での必要予熱温度を表1に示します。しかし、開先形状による拘束応力の大小、溶接材料や作業環境条件による拡散性水素の多少、溶接方法や溶接入熱の大小、周辺温度の高低および鋼材の材質、板厚ならびに構造物または部材の大きさによっては、表中の値を参考に、予熱温度範囲の選定に留意する必要があります。
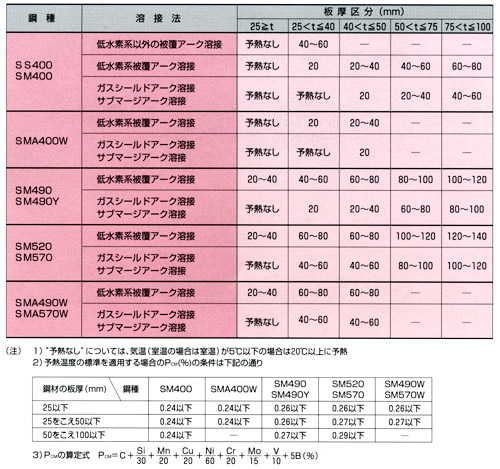
表1
予熱方法としては、ガスバーナー、赤外線加熱、電気抵抗器、炉中などの方法があります。ガスバ-ナーでの加熱は簡便性に富んでいますが、長時間一定温度に均一に加熱を行う場合には、サーモスタット付の電気抵抗器などを用途に応じて使用することをお奨めします。また、予熱作業は、予熱温度とともに加熱速度や予熱範囲も重要です。例えば、開先部のみを加熱するのではなく、溶接線の全周の約100mm離れた範囲が所定の温度になるように幅広く加熱することが大事で、温度測定は溶接線の両側約50mmの位置で測定して下さい。
また、予熱とは区別されますが、外気温度が低く、鋼材表面温度も低い場合や開先面に結露の恐れがある場合には、溶接を行う前に溶接線の付近を約50℃程度にいったん加熱する必要があります。なお、使用する溶接材料についても、溶接メーカー推奨の乾燥条件や保管管理を行って取り扱ってください。
また、予熱とは区別されますが、外気温度が低く、鋼材表面温度も低い場合や開先面に結露の恐れがある場合には、溶接を行う前に溶接線の付近を約50℃程度にいったん加熱する必要があります。なお、使用する溶接材料についても、溶接メーカー推奨の乾燥条件や保管管理を行って取り扱ってください。