技術情報溶接Q&A
Q032低ヒューム被覆アーク溶接棒について教えてください
はじめに
被覆アーク溶接棒では、溶接時において溶接ヒュームの発生を避けることはできません。このアーク溶接作業は、じん肺法第2条で粉塵作業に定められており、溶接ヒュームの濃度が高くなる環境(狭あいな場所など)については、特に注意を必要とします。溶接ヒューム発生機溝
溶接ヒュームの発生機構は(図1)のように、溶接中のアークの高温により、溶接棒先端部や移行中の溶滴から高温蒸気が発生し、この高温蒸気が空気中へ放出されると急速に冷却固化し、大気中の酸素により酸化され、微細な多数の固体粒子が形成されて、煙状になって上昇します。これが溶接ヒューム(図2)です。
図1 溶接ヒュームの発生機構
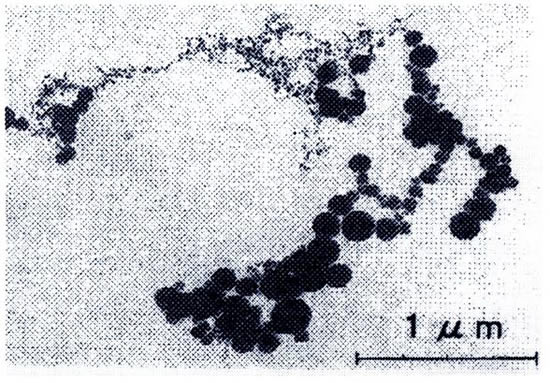
図2 溶接ヒューム(イルミナイト系)
図2 溶接ヒューム(イルミナイト系)
低ヒューム化の手段と低ヒューム溶接棒
(1)ヒューム発生要因および低減手段溶接ヒュ-ムの組織は、主に心線と被覆剤成分により決定され一般的にヒューム中には溶接棒の約7割を占める心線によってFe2O3が10~50%含まれます。さらに、ヒュームは高温蒸気から生成するもので、蒸発しやすい成分、すなわち蒸気圧の高い成分がヒューム中に多く含まれ、発生量も多くなります。
その例としてアルカリ(NA2O、K2O)のように、蒸気圧の高い成分は、被覆剤中に少量含有するだけでも、ヒューム中には20%以上含有し、多量に含有するとヒューム量は多くなります。逆に蒸気圧の低い成分(TiO2など)はヒューム中にあまり含まれず、ヒューム量は減少します。
また、有機物や炭酸塩などのガス発生剤を減少すると、大気中への高温蒸気の放出が減少され、ヒューム量が低減できます。
このように、成分の調整によりヒューム量は減少できるが、低ヒューム化の手段は一般的に溶接作業性を著しく劣化させます。このため、溶接棒の設計にはバランスが非常に重要です。
また溶接条件もヒューム量を支配する要因です。特に、電流および電圧はアークに与えるエネルギーを変化させるため、ヒューム量に大きく影響します。電流と電圧(アーク長)の増加によりヒューム量も増加するので、特に過大電流は避ける必要があります。
さらに、溶接棒の吸湿や、母材の表面状態などによってもヒューム量に影響を与えます。特に母材に塗布される塗料によっては有毒元素もヒューム中に含まれるために、十分な注意が必要です。
(2)低ヒューム溶接棒
(図3)に被覆タイプ別のヒューム発生量を示します。被覆タイプとしてはライムチタニヤ系が少ない傾向にあります。これは溶接棒の選択により、ヒュームをある程度減少させることを示しています。図中で●印で示したものは低ヒューム溶接棒によるヒューム発生量であり、通常の溶接棒に比べ、約30~40%程度ヒューム量が低減されています。この低ヒューム溶接棒は、上記の成分によるヒューム発生機構を利用し、開発され実用化されているもので、溶接環境の改善に寄与しています。
図3 被覆タイプ別の溶接ヒューム発生量の例
あとがき
低ヒューム被覆アーク溶接棒は、被覆剤の調整によりヒューム発生量が約30~40%低減されています。したがって、作業環境を考慮して選択し、使用することが望まれます。<参考文献>
尾上久浩 小林 実:溶接全書18「溶接施工管理安全衛生」