技術情報溶接Q&A
Q033ガスシールドアーク溶接における気孔欠陥の発生原因とその防止方法について教えてください
日本溶接協会の調査(昭和59年度共研第5分科会報告)によりますと、マグ・ミグ溶接の実施工において発生する欠陥の中でブローホールが全体の約35%を占め、最も大きな割合となっております。
これらの気孔欠陥が発生する位置や形は、その発生原因によりさまざまです。気孔欠陥の発生原因を大別すると、主として次の4つに分類できます。
1.大気のシールド
シールドガスがアークや溶融池を十分に覆うことができない状態、すなわちシールド不良状態になると、空気中の窒素が溶融金属の中に溶込みます。この窒素は高温では溶融金属中に原子の形で存在しますが、冷却中に窒素分子の気体となり、溶融金属中に気泡として現れます。この気泡が抜けきらないうちに溶融金属が凝固すると、蜂の巣状のブローホールが溶接金属に残ります。シールド不良になる原因としては、シールドガス流量不足や風などの影響の他、突出し長さやウィービングが大きすぎたり、溶接速度が速すぎる等の施工面での要因も挙げられます。
2.母材の表面状態
溶接の熱でガス化する物質が母材表面にあると、気孔欠陥が生じ易くなります。その主なものは、水分、油、鋼材表面の錆などの汚れや鋼材の錆発生防止のための塗料やめっきです。特にT継手や重ね継手のすみ肉溶接の場合、接合面にある物質がガス化し、ルート部にブローホールを生じさせます。亜鉛めっき鋼板でのブローホール発生例を(写真1)に示します。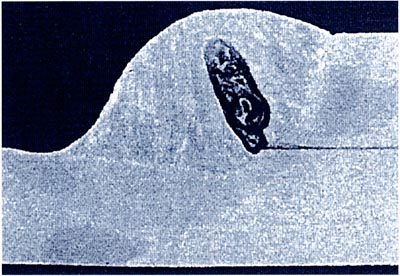
写真1 亜鉛めっき鋼板でのブローホール発生例
母材の汚れを十分に除去するとともに、めっき鋼板やプライマ鋼板には、それぞれ専用の溶接材料を選択することが必要です。弊社には、亜鉛めっき鋼板用ソリッドワイヤとしてYM-28Z(CO₂用)、 YM-22Z(Ar-CO₂用)が、また、無機ジンクプライマ塗装鋼板のすみ肉溶接で耐ピット性の優れたフラックス入りワイヤとしてSM-1Fがあります。
3.溶接条件
溶接電流、アーク電圧、溶接速度等の溶接条件が不適切な場合も気孔発生の原因となります。たとえば溶接電流を大きくして高速溶接すると、長く伸びた溶融池を十分にシールドできず、ブローホールが発生します。また、アーク電圧が低すぎるとアークが乱れ、溶融池の中にシールドガスが巻き込まれることがあります。4.その他
その他、気孔欠陥発生原因として、溶接ワイヤの不適切な選択、シールドガスの純度、機器取扱いの不適切などがあります。例えば、炭酸ガスアーク溶接にティグ溶接用のワイヤを使用すると、脱酸不足となりブローホールが発生します。以上のように、気孔欠陥が生じる原因は種々ありますが、基本的な原因とその対策を(表1)にまとめて示します。これを参考に、欠陥の無い良好な溶接を実施して下さい。
表1 気孔欠陥の発生原因とその対策
| 原因 | 対策 | |
| 1 | シールドガスが十分に供給されていない | ・ガスボンベが空でないか点検する ・流量計のバブルの調整をやり直す ・ガス系統のホース部のガス漏れがないかチェックする |
| 2 | 風による影響 | ・風が2m以上のときは衝立などで防風処理を取る ・風が強いときはガス流量を増す |
| 3 | ノズル-母材間距離が大きすぎる | ・ノズル-母材間距離を25mm以内に保ち、トーチ操作をする |
| 4 | 母材の汚れ (油、水分、ペンキ、めっき鋼板等) |
・開先面の油・錆・塗料等を除去する ・塗料鋼板・めっき鋼板には専用溶接材料を使用する |
| 5 | ワイヤに錆・水分が付着 | ・ワイヤを新品に取り替える |
| 6 | 溶接条件が適正でない | ・溶接電流を高くする ・溶接速度を遅くする |
| 7 | ノズル部分のガス穴がつまってる | ・ノズルのスパッタを取り除く |
| 8 | シールドガスが不純 | ・溶接用規格品を使用する |