技術情報溶接Q&A
Q037建築用の大入熱・高パス間温度用ワイヤYM-55CのJIS規格及び特徴等を教えてください。
1. YM-55CのJIS規格とその意味は?
YM-55Cは表1に示すJlS規格のうち、540N/mm2級鋼CO₂用のYGW18に該当します。YGW18は建築の柱一梁溶接が主対象のワイヤで、従来のYGW11よりMn量上限が高く、Moも添加可能のため、大入熱・高パス間温度での溶接金属性能がYGW11より優れています。
なお、同規格の解説には、490N/mm2級鋼に対し、YGW11、18の入熱-パス間温度管理基準として、各々30kJ/cm-250℃以下、40kJ/cm-350℃以下の条件が記載されています。
2. なぜ、YM-55Cは大入熱・高パス間温度でも、溶接金属性能が優れているのですか?
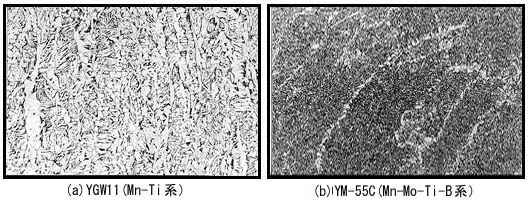
溶接金属は色々な大きさや硬さの組織が混ざっており、強度、靭性はこれらのミクロ組織で決まります。大入熱・高パス間条件では溶接金属の冷却が遅いため、通常のMn-Ti系ワイヤでは、フェライト(白色部:軟い)の粗大(靭性低下傾向)組織が多目になります(写真1(a))。
一方、YM-55CではMn増、Mo添加等により適度な焼入れ組織(強度確保)となり、さらにB(ボロン)微量添加により、粗大フェライトを抑えた微細組織(高靭性)を呈します(同(b))。
一方、YM-55CではMn増、Mo添加等により適度な焼入れ組織(強度確保)となり、さらにB(ボロン)微量添加により、粗大フェライトを抑えた微細組織(高靭性)を呈します(同(b))。
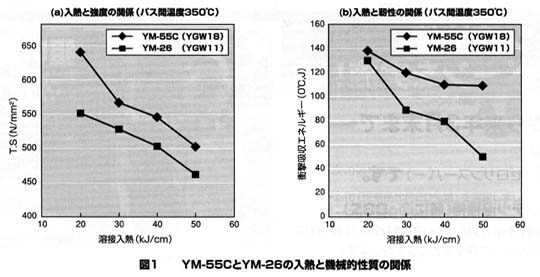
このためYM-55Cは40kJ/cm-350℃条件でも、490及び520N/mm2級鋼に対し、十分な強度と高靭性(0℃で70J以上)を確保します(図1)。
3. 上記JIS解説(A1参照)に従った場合、YGW11(30kJ/cm-250℃)とYM-55C(40kJ/cm-350℃)の能率差は?
板厚25mmのテストピースで、両者の溶接所要時間を測定した結果を図2に示します。YM-55Cはパス間待ち時間、アークタイム共に短く、トータル溶接時間はYGW11より45%弱短縮しており、実部材でも大幅な能率向上が期待できます(注1)。
(注1)溶接待ち時間(冷却速度)は継手形状(柱一梁はT継手)、母材のサイズ、板厚により異なる。
(注1)溶接待ち時間(冷却速度)は継手形状(柱一梁はT継手)、母材のサイズ、板厚により異なる。
4. Ar-20%CO₂混合ガスで使えますか?
結論はNOです。Arは不活性ガスのため、Si、Mn、Tiなどの合金元素が歩留り過ぎ、強度(硬さ)が増加します。また、YM-55CはTi入りのため、Ti過剰になり靭性が劣化します(表2)。