技術情報溶接Q&A
Q038裏当材およびエンドタブ材にはどのような種類があり、またどのような使われ方をしているのか教えてください。
1. 裏当材の種類と特徴は?
裏当材は、溶接部の品質向上、溶接施工の能率向上を目的として開発され、複雑な構造物の溶接等に広く適用されています。消耗式の裏当材の材質による分類を図1に示します。鋼製の裏当金は、完全溶込み溶接のビード保持用として、鉄骨仕口部などの比較的単尺部に使用されています。非金属系の固形耐火物はセラミックス系とフラックス系があり、前者は焼結温度1,000℃以上のもの、後者はそれ以下で焼結されたものとに区分されます。
図1 裏当材の分類
弊社の代表的なセラミックス系裏当材として、SB-41があり特許権を取得しております。特許の主な内容は、「固形フラックス組成がSiO₂:45~70重量%、Al₂O₃:15~40重量%、MgO:5~30重量%の範囲でかつSiO₂、Al₂O₃及びMgOの合計が少なくとも90重量%であり、見掛け気孔率が5~40%であり、かつ、固形フラックスは被溶接母材に接すべき面にスラグポケットが設けられていることを特徴とするフラックス入りワイヤを用いる片面アーク溶接用裏当材(特許築1537219号)」であります。
裏当材は、使いやすさの点から鋼材への取り付け方法が種々開発されています。その中で図2に示す粘着材により張り付ける方法が主流を占めています。
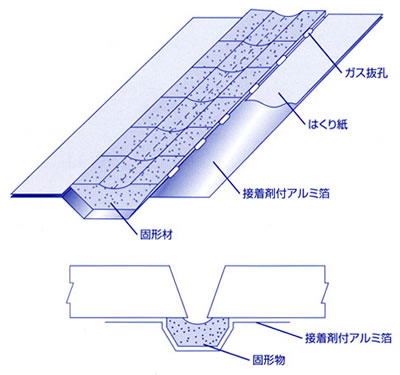
図2 固形耐火物系裏当材の一例
消耗式の鋼製および耐火物系ともに溶接金属組成に影響を与えるため、鋼種に合わせた選定が必要です。また、図1の分類以外に非消耗式の銅バッキング法があります。この方法は、繰り返し使えて溶接金属に影響を与えないことが利点ですが、剛体であるため鋼板との目違いやひずみに対する順応性が悪く、鋼板と裏当材の間に密着不良が生じやすく、長尺の継手になるほど諸欠陥が発生しやすくなります。
2. 固形タブ材の種類
固形タブ材の種類は形状によって分類されています。形状には∨形、L(F)形、K形、I形およびST形等があり、開先形状に応じたタブの形状および母材板厚に応じたタブのサイズを選定し使用します。(図4)| 名称 | V形 | L(F)形 | K形 | I形 | ST形 |
| 形態 |  |
 |
 |
 |
 |
| 適用例 |  |
 |
 |
 |
 |
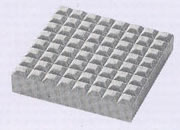
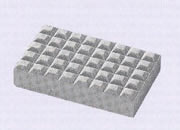
弊社の代表的なセラミックス系タブ材として、ST形のNT-2Aがあります。このタブ材の特徴として、∨形、L(F)形、I形のように開先形状に合わせた溝が無く、格子状の溝を設けることによりセット面が平面のため、開先合わせが不要ですのでズレ・曲がりの心配が無く、1種類で多くの開先形状に適用できます。(図5)
| NT-2A | NT-2A(S) | 形状(mm) | 橋部余盛り(mm) |
 |
 |
 |
 |
3. 固形タブの使い方
固形タブ材の取り付けは母材との隙間が1mm以内になるように調整し、タブが溶接中に緩まないように磁石またはバネ状の押さえ治具等を用いて固定し、溶接を行います。
溶接はスタートはトーチを固形タブ側に傾け、原則的には早目の後戻りスタート運棒法で行い、終端部でもトーチを固形タブ側に傾け、開先両端を十分に溶かし込んだ後、終端部から10~20mm中央側でクレータ処理を行って溶接アークを止めます。
最終層の始終端部では、母材角の溶け過ぎによる溶接金属不足に注意して施工する必要があります。
溶接はスタートはトーチを固形タブ側に傾け、原則的には早目の後戻りスタート運棒法で行い、終端部でもトーチを固形タブ側に傾け、開先両端を十分に溶かし込んだ後、終端部から10~20mm中央側でクレータ処理を行って溶接アークを止めます。
最終層の始終端部では、母材角の溶け過ぎによる溶接金属不足に注意して施工する必要があります。
4. 裏当材および固形タブ材の保管上の注意点
裏当材および固形タブ材は吸湿しないように十分注意し、乾燥した場所に保管する必要があります。水分が付着した場合、乾燥炉等で除湿してから使用します。