技術情報溶接Q&A
Q039現状、被覆アーク溶接棒を使用していますが、炭酸ガスアーク溶接に切り替えた場合『すみ肉溶接の、脚長○mmで、溶接長○mの場合、溶接材料を何kgぐらい必要か』との質問をよく受けます。その算出方法について教えて下さい。
ワイヤの使用量
ワイヤの使用量は、余盛り部分を含めた断面積(S)、継手長さ(L).溶着金属密度(p)※1溶着効率(n)※2により以下の式で算出します。
※1 溶着金属密度(p);7.85(g/cm³)
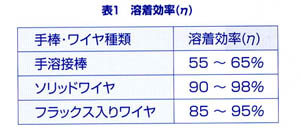
※2 溶着効率(n)はワイヤの種類、シールドガス、溶接条件などの違いにより若干異なります。
すみ肉溶接部の余盛率(図1)は溶接方法、ワイヤの種類、開先形状などの違いにより異なりますが、余盛率〔S2/(Sl+S2)〕を0.2(20%)とした場合、以下のとおりとなり、
0.2=S2/(S1+S2)、S2=0.25S1
脚長6mmのすみ肉溶接部の断面積Sは、以下のとおりとなります。
S = S1+S2=S1+0.25S1
=(1+0.25)×(0.6×0.6÷2)
=0.225(cm²)
=0.225(cm²)
フラックス入りワイヤの溶着効率(n)を88%、ソリッドワイヤを95%、手溶接棒を60%とした場合のワイヤ及び手溶接棒必要使用量(kg)を以下に示します。
a)フラックス入りワイヤの場合
176.63(g/m)÷〔88(%)×0.01〕=0.201(kg/m)
b)ソリッドワイヤの場合
176.63(g/m)÷〔95(%)×0.01〕=0.186(kg/m)
c)手溶接棒の場合
溶接方法別の1m当たりの溶接材料必要量を表2に示します。
a)フラックス入りワイヤの場合
176.63(g/m)÷〔88(%)×0.01〕=0.201(kg/m)
b)ソリッドワイヤの場合
176.63(g/m)÷〔95(%)×0.01〕=0.186(kg/m)
c)手溶接棒の場合
溶接方法別の1m当たりの溶接材料必要量を表2に示します。

ただし、溶着金属量、余盛量(20%)、溶着効率、密度など上記のように仮定しましたが、実際とは少々異なりますので若干多めに用意して下さい。