技術情報溶接Q&A
Q047鋼製エンドタブの代わりとして、セラミックス製エンドタブの使用可否は?
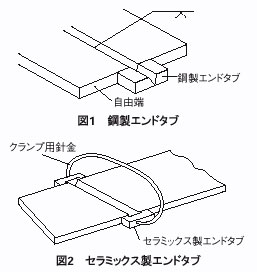
昭和63年に日本鋼構造協会編「エンドタブ代替工法」が発表されて、鋼製のエンドタブに代わる工法が広く知られるようになり、図2のようなセラミックス製のエンドタブが販売されるようになりました。母材に溶接で取り付けず、図のように針金状の冶具等で押さえるだけでごく簡単に取り付けられ、溶接後のガス切断やグラインダー仕上げなどの後処理作業が全く無くなります。
溶接方法および溶接材料については、手溶接では低水素系の溶接棒を推奨します。この部分はレールの溶接等に使われるエンクローズドアーク溶接に運棒が似ており、低水素系はスラグの湯流れがよく、端部のビードが平滑になりやすいからです。CO₂溶接ではエレクトロガス溶接に似た溶接運棒で欠陥の発生が比較的少ない溶接部が得られます。最近では、ロボット溶接や自動溶接にも適用されておりますが、あらかじめ溶接施工法確認試験を行って適用の可否を見極めておく必要があると考えます。しかし、溶接の始終端部が開先溶接に残留するので始終端に溶接欠陥が残らないようにするため、特に半自動溶接では技量が要求されます。
エンドタブ溶接技術者の資格には、AW検定協議会が実施するAWエンドタブ溶接技術者と日本エンドタブ協会の発行するエンドタブ施工講習会修了者があります。