技術情報溶接Q&A
F001Hi-WELD法用
シームスメタルコアードワイヤ
SM-20について
1. まえがき
最近は、建築鉄骨、造船などを始めとして各産業界とも好調である反面、深刻な人手不足に悩まされています。溶接作業も例外ではなく、これを解決する手段としての溶接自動化や高能率化のニーズが、非常に強くなっています。
当社もこれらのニーズに対応した各種自動溶接法、高能率溶接法を開発していますが、ここでは特に、これからの自動化高能率化に有効な高電流密度溶接法“Hi-WELD法”をシームレスメタルコアードワイヤSM-20を中心に紹介します。
2. Hi-WELD法の概要
高能率溶接法として、Ar-CO₂混合ガスにHeを含有させた3種、さらにO₂を含んだ4種混合ガスをシールドガスとして使用し、20~30m/min程度の高速で細径ソリッドワイヤを送給し溶接する方法が種々実用化されています。これらの方法は良好な溶け込みと高溶着速度を得ることができる反面、混合ガスが非常に高価である、輻射熱が強いなどの間題があります。これらの問題点を解決したのがHi-WELD法で、最大ワイヤ送給速度40m/minの高速送給機能を持つ600Aインバ-タ制御式溶接電源と安価なCO₂ガスを使用するSM-20とを組み合わせた高電流密度溶接法です。本溶接法はSM-20の1.2Φを使用した時にその効果が最も大きく、例えば550Aで280g/minの高溶着速度を得ることができます。
3. 溶接機 NS-lNVERTER 600H
写真1に溶接機を示します。NSインバータ溶接機の特長は以下のとおりです。○ワイヤ送給速度が最高40m/minのため、十分余裕のある高電流密度の溶接ができます。
○出力電流600A、出力電圧55V、使用率100%のインバータ制御で、スタート性が良く連続して安定した溶接ができます。また接続ケーブルが長くても、出力電圧が55Vと高いため十分余裕のある溶接ができます。

写真1
4. シームレスメタルコアードワイヤSM-20
SM-20はCO₂溶接用に設計されたメタルパウダ主体のワイヤで、その基本性能は以下のとおりです。① ワイヤ諸元
表1にワイヤ諸元を示します。
表1
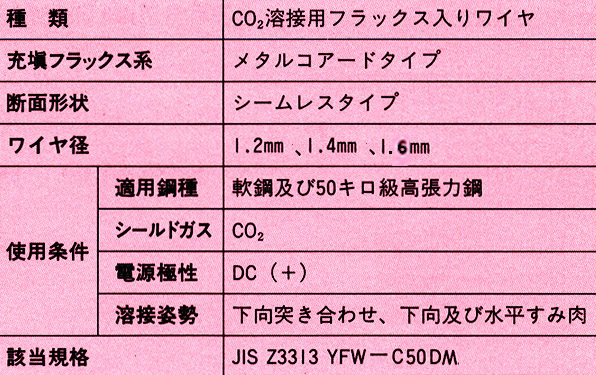
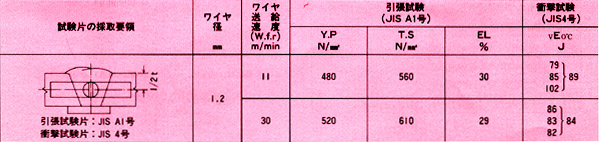
表2に溶接条件、表3に溶着金属の機械的性質をそれぞれ示します。溶着金属の性能は良好です。
表2
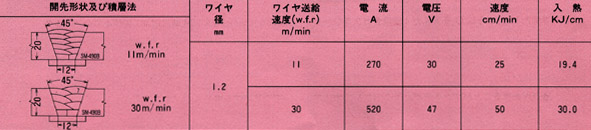
表3
③ スパッタ発生量
図1にスパッタ量測定結果の例を示します。SM-20はソリッドワイヤよりアークが安定しているため、スパッタ量は少なく、ソリッドワイヤの1/2~1/3です。
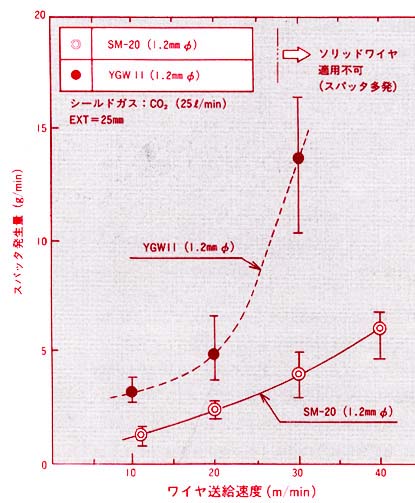
図1
図2にスラグ生成率測定結果の例を示します。SM-20のスラグ生成率は従来FCWの約1/4、ソリッドワイヤより若干高めとなっています。
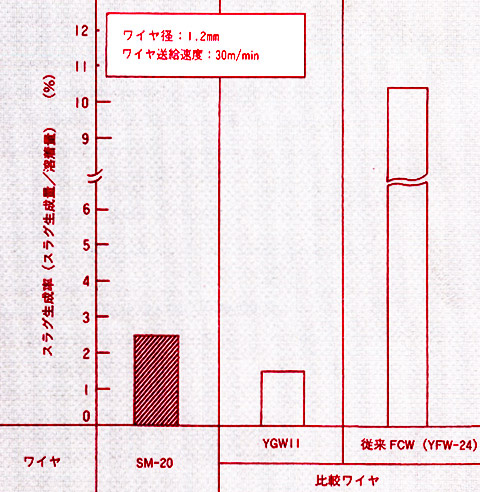
図2
⑤ 溶着速度
図3に溶接電流と溶着速度の関係、図4にワイヤ送給速度と溶着速度の関係について、それぞれの例を示します。
細径ワイヤく1.2Φ)は電流を同一にすると太径ワイヤ(1.4Φ)より高溶着速度を得ることができ、溶着速度を同一にすると使用電流を低くできることが図3から分ります。また、ソリッドワイヤより高電流側に適用範囲が広げられるため、結果としてソリッドワイヤに比べ高い溶着速度が得られることも分ります。
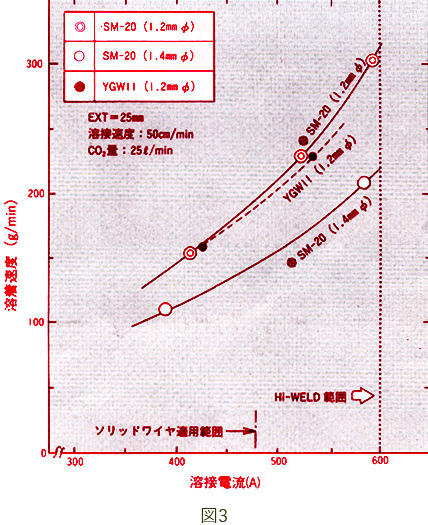
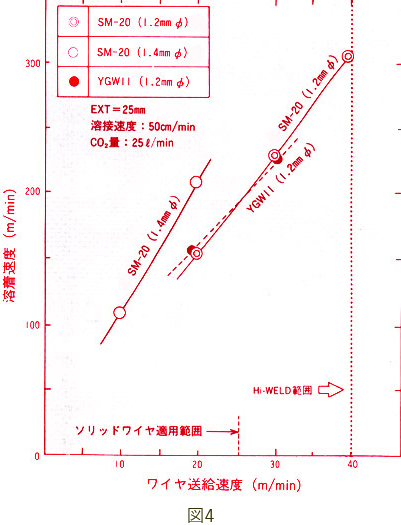
図5に溶着金属強度とパス間温度およびワイヤ送給速度の関係を、実験データ例として示します。
パス間温度250°Cでは490N/mm²級高張力鋼用として強度的に問題ないことが分ります。
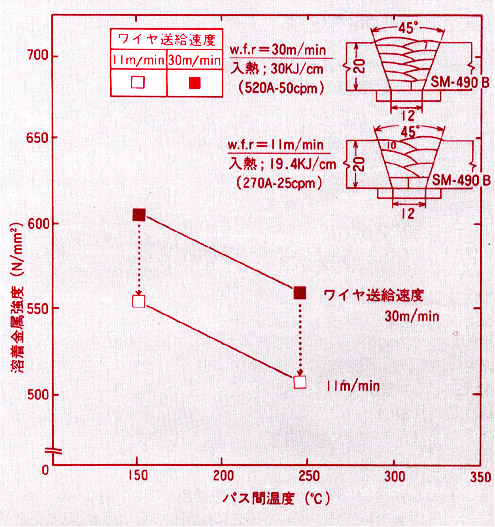
図5
5. Hi-WELD法適用例と各種溶接法でのコスト比較例
板厚25mm、レ形開先に適用した時の溶接条件の例を表4に、断面マクロを写真2に、各種溶接法でのトータルコスト比較の例を図6にそれぞれ示します。本法により大幅なコストダウンが可能になることが分ります。表4
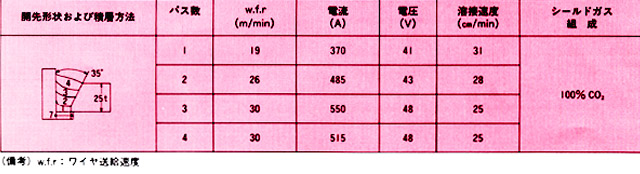
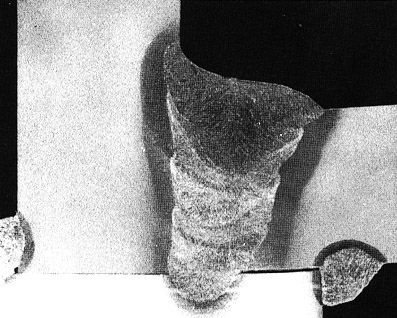
写真2
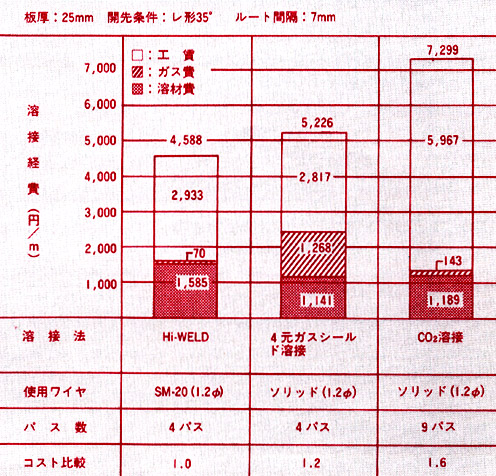
図6