技術情報溶接Q&A
F004亜鉛めっき鋼板用溶接用
ソリッドワイヤについて
1. はじめに
表面処理鋼板の国内需要は、昭和47年度の670万トンから平成3年度には1,730万トンと飛躍的に増加しています。平成3年度では粗鋼生産の約16%を占め、この内、亜鉛めっき鋼板は約8割を占めています(図1)。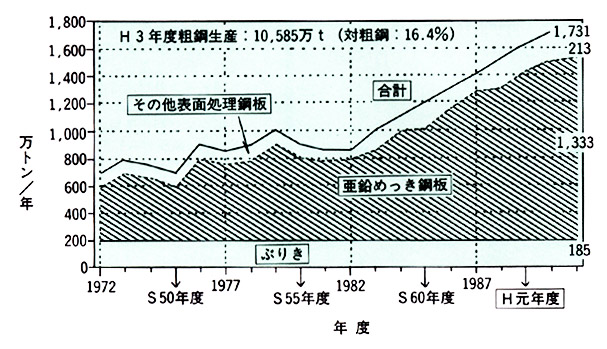
図1
亜鉛めっき鋼板の主な用途としては、自動車、建設、容器、家宅機器であり、自動車、建設部門で全体の約50%を占めています(図2)。
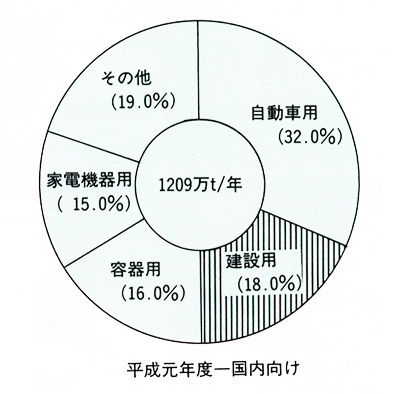
図2
このように亜鉛めっき鋼板の需要が増加した理由は、比較的安価でしかも優れた耐蝕性を有していることによるものです。
自動車分野では北米、北欧等の寒冷地の塩散布に対する防錆基準がより強化され、最も厳しい米国自主規制(穴あき10年一外面錆5年-エンジンルーム錆なし2年一床裏部品錆なし1年)が目標となっています。
最近では、この規制が輸出車に限らず国内車でも目標として開発が進められています。
このような背景から、効果的な防錆力確保の手段の一つとして、亜鉛めっき処理鋼板の大幅採用が推進されています。
一方、建材分野は、従来から表面処理鋼板が使用されていましたが、メンテナンスフリーや耐蝕性向上要求の高まり、プレハブ化の進展などの要因が溶融亜鉛めっき鋼板の使用増加につながっていると考えられます。
亜鉛めっき鋼板の溶接では、通常の非表面処理鋼板に比べて次のようなことが問題となります。
①ビット、ブローホール等の気孔欠陥の発生
②アーク不安定およぴスパッタの発生
③亜鉛ヒュームの発生
特に、気孔欠陥は継手強度不足や商品外観を損ねることから、その解決が強く望まれています。
本稿では、ソリッドワイヤを使用する亜鉛めっき鋼板の溶接における溶接条件と気孔欠陥の関係および亜鉛めっき鋼板用として開発したソリッドワイヤの諸特性を中心に紹介します。
2. 亜鉛めっき鋼板の溶接条件と気孔欠陥の関係
亜鉛めっき鋼板の気孔欠陥は、写真1のように、多くの場合、鋼板の重ね部から発生し、鋼板の亜鉛めっき量の増加と共に気孔発生量は増加の傾向を示します(図3)。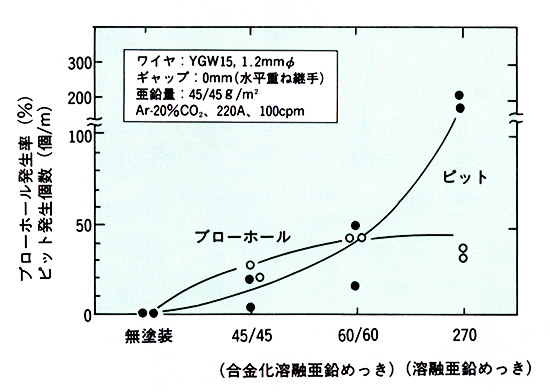
図3
例えば、亜鉛めっき鋼板のビードオンプレート溶接のように、亜鉛層が直接アークで溶融する場合には、気孔は発生しません。また、図4に示すように重ね部のギャップが大きい場合にも気孔発生は激減します。
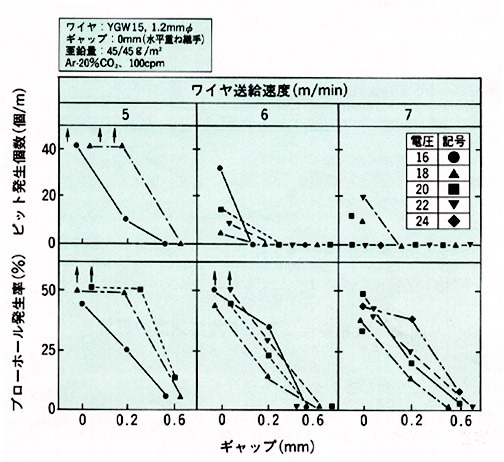
図4
これは、鋼板重ね部分からのガスが、ギャップを設けることにより散逸しやすくなるためです。このように、継手のギャップを確保することは、気孔発生防止に有効な手段となります。
次に、主な溶接条件と気孔発生の関係について紹介します。
図5は、気孔発生に及ぼすシールドガス組成の影響を示したものです。Ar-CO₂混合ガスにより100%CO₂ガスがピット発生数及びブローホール発生数共に少なく、気孔の減少に有利なことがわかります。
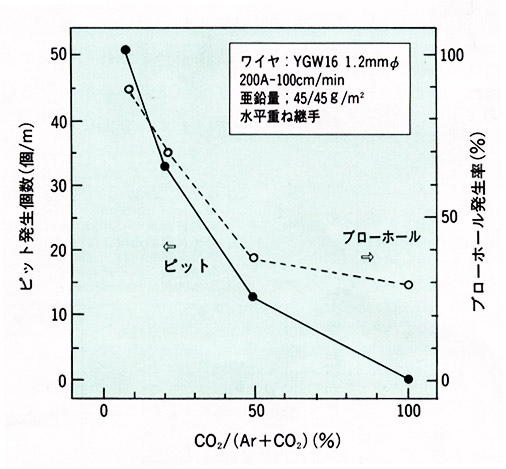
図5
これは、CO₂ガスがAr-CO₂混合ガスに比べて溶融池の捜拌作用が大きく、気孔の浮上を促進するためと考えられます。
図6は、重ねすみ肉継手における、溶接速度と気孔発生の関係を示したものです。溶接速度が早くなるほど気孔の発生が増加する傾向が認められます。
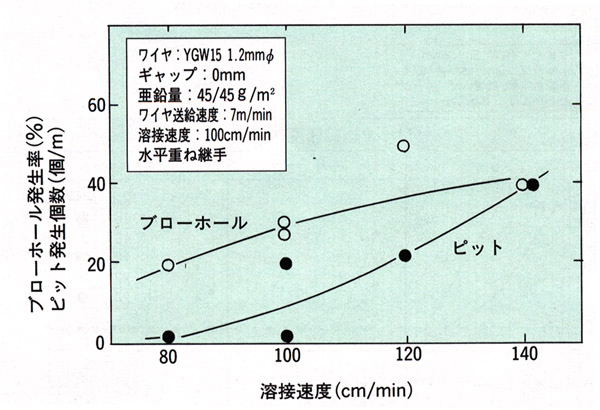
図6
図7は、重ね継手における溶接姿勢と気孔の関係を示していますが、水平姿勢から立向(下進)姿勢になるほど特にピットの発生が増加しています。立向姿勢ではビード幅が広く、のど厚が小さくなりやすく、また、アークの安定性低下が、気孔発生を増加させていると考えられます。
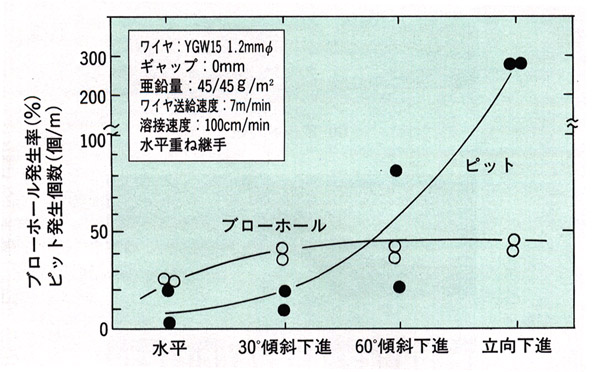
図7
Ar-CO₂混合ガス溶接では、一般的にパルス電源が用いられますが、パルス電源の種類によっても気孔の発生に影響があります。
図8は、パルスピーク電流およびパルス周波数の異なる電源の影響を比較したものですが、電源の種類も気孔に影響を及ぼすことがわかります。
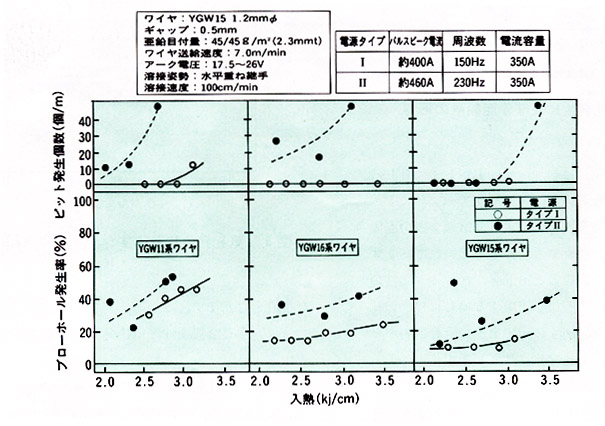
図8
3. 亜鉛めっき鋼板用ワイヤについて
図8からもわかるように、ワイヤ成分も気孔発生に影響があります。YGW15系やYGW16系に比べて、YGWll系が気孔発生が大きい傾向を示しています。以下に、そのワイヤの諸特性について紹介します。
なお、表1に各ワイヤの諸元を示します。
表1
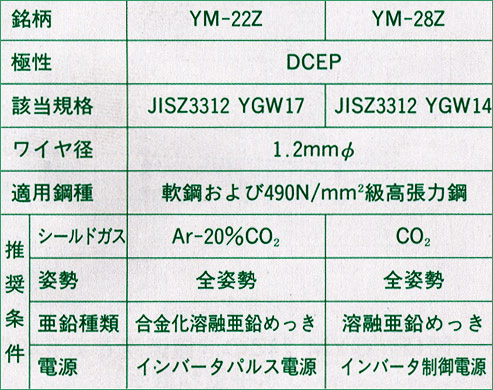
●3-1.YM-22Zについて
YM-22Zは、自動車などに多く使用される薄板合金化溶融亜鉛めっき鋼板の溶接に適したワイヤで、高速溶接においても、優れた耐気孔性と耐スパッタ性と良好なビード外観が得られる特徴があり、特にインバータ制御のパルス電源との組み合わせで使用することを推奨します。
図9は、YM-22Zの耐気孔性を示しますが、いずれの溶接姿勢においてもピット、ブローホール発生共に、従来ワイヤ(YGW15系)に比べて少ない特性が得られています。
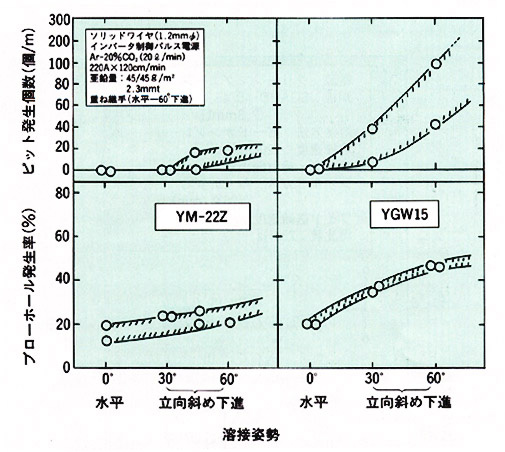
図9
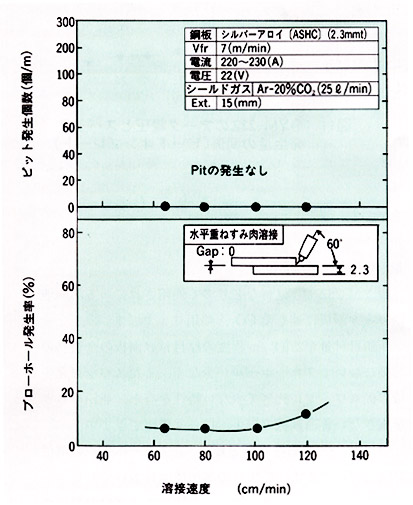
図10
スパッタ発生量も従来ワイヤに比べて、高速溶接で使用される低電圧条件においても1/3程度に減少します(図11)。
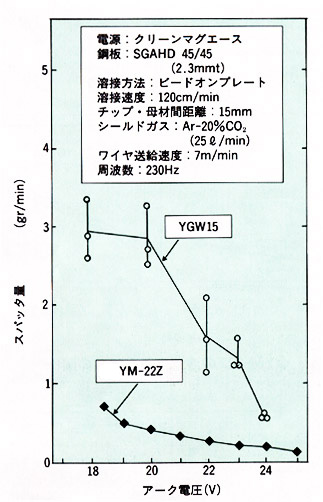
図11
このように、YM-22Zは、耐気孔性、耐スパッタ性に優れたAr-CO₂混合ガス用亜鉛めっき鋼板用ソリッドワイヤです。
●3-2.YM-28Zについて
YM-28Zは、建材などで多く使用されている溶融亜鉛めっき鋼板に適したCO₂溶接用ワイヤです。
亜鉛目付量が270g/m²程度の厚目付け鋼板の全姿勢の溶接においてブローホールが少なく、またスパッタ発生量も従来ワイヤに比べて少ない特性を有し、亜鉛めっきを施さない普通鋼板の継手溶接にも使用できます。
YM-28Zの溶接速度とピット、ブローホールの関係を図12に示します。いずれの溶接速度においてもピットは殆ど発生せず、ブローホール発生率も速度の影響は少なく、低い発生率を維持しています。
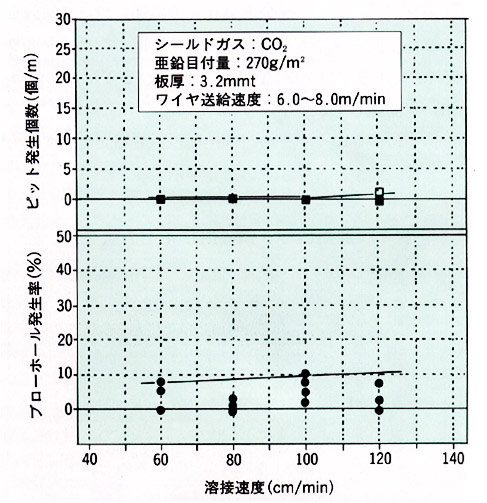
図12
スパッタ発生特性は、短絡回数で整理して図13に示すように、従来ワイヤに比べて40%程度少なくないことがわかります。
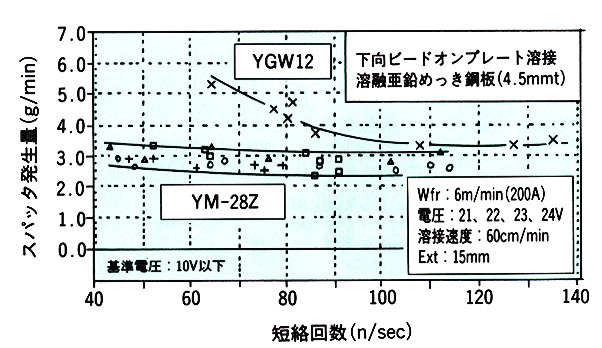
図13
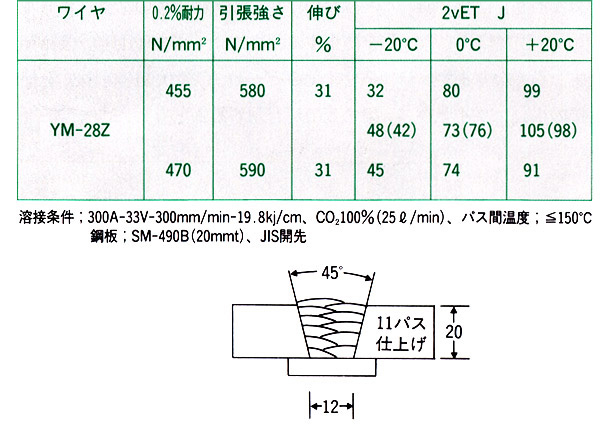
板厚3.2mmおよび4.5mmの亜鉛目付け量275g/m²鋼板の突合せおよぴ十字継手溶接性能を表2、表3、表4に、マクロおよび引張試験外観の一例を写真2に示します。いずれの条件でも良好な強度特性、曲げ性を有しています。
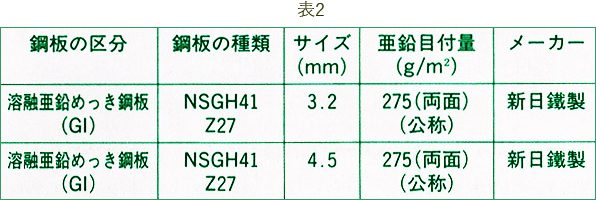

表4
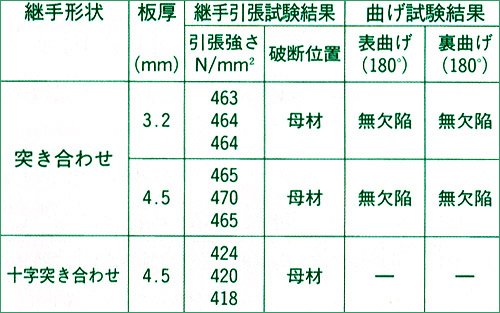
表5
4. おわりに
亜鉛めっき鋼板のアーク溶接について、溶接条件と気孔性の一般的関係および当社の亜鉛めっき鋼板用ソリッドワイヤの性能について紹介いたしました。亜鉛めっき鋼板は、経済的な表面処理鋼板として、今後ますます広く使用されると共に、より優れた特性の亜鉛処理鋼板が開発されていくものと予想されます。
当社は、このような時代のニーズに即応する製品開発、溶接技術開発を積極的に進めたいと思います。
<参考文献>
(1)鉄鋼統計月報(通産省)
(2)鈴木、神戸、小山「亜鈴めっき鋼板へのガスシールドアーク溶接の現状」第102回アーク物理研究委員会(1991.5.23)
(3)小山「マグ溶接における気孔欠陥の発生原因と防止策」溶接技術、1993.2P72~80