技術情報溶接Q&A
F005非消耗ノズル上昇式簡易エレクトロスラグ 溶接法(SESNET法)について
2.大入熱用じん性改良ワイヤYM-55Sの開発
1. はじめに
当社には、建築鉄骨分野のボックス柱製作工程を高品質、かつ低コストで施工できる1電極非消耗ノズル上昇式簡易エレクトロスラグ溶接法(SESNET法)があり、広く関係市場でご利用戴いております。しかし、近年の内需拡大策に支えられた建築物の超高層化、深地下化傾向の中で使用される鋼材は、より一層のハイテン化、高靱化、高付加価値化とともに極厚化が図られつつあり、近未来の都市ビルには、板厚100mmにも及ぶ鋼材を使用したボックス柱の利用が見込まれています。
このような状況下において、ダイアフラム板厚60mm以上の厚板継手対応の溶接施工法として、従来の1電極SESNET溶接法の操作性を堅持した、非消耗ノズルの2電極化の研究を行い『2電極SESNET溶接法』を確立するとともに、2電極SESNET溶接用ワイヤを新たに開発いたしましたので、「非消耗ノズル上昇式簡易エレクトロスラグ溶接法(SESNET法)」と題し、従来の1電極SESNET溶接法も含めまして、ここにご紹介して、当該鉄骨各社の参考に供したいと考えます。
2. SESNET溶接法の原理・特徴
SESNET溶接法とは、Simplified Electroslag Weld-ing Process with Non-Consumable Elevating Tip(非消耗ノズル上昇式簡易エレクトロスラグ溶接法)の略称で、エレクトロスラグ溶接法の応用溶接法です。本溶接法は、従来の消耗ノズル式エレクトロスラグ溶接法(CES法、当社製品名はSES法)を発展させ、経済性と高能率化を図ったものです。本溶接法は、同板厚で、CES法に比べて溶接入熱は約1/2に低減するとともに、溶接速度は約2倍近くの高溶着速度が得られ、鉄骨製作業界のボックス柱のダイアフラムと、スキンプレートの突合わせ部の立向1パス盲溶接に多く採用され、お陰様で現在までの1電極SESNET溶接装置の累積販売台数は950台となっております。
さて、本溶接法は、一般の直流定電圧特性電源を利用し、立向狭開先を揺動・停止する非消耗水冷式ノズルに細径のソリッドワイヤを送給し、溶接金属の上昇に伴ってノズルに自動上昇制御を施し、高能率で自動的に溶接を行う方法です。図1にSESNET溶接法の原理を示します。
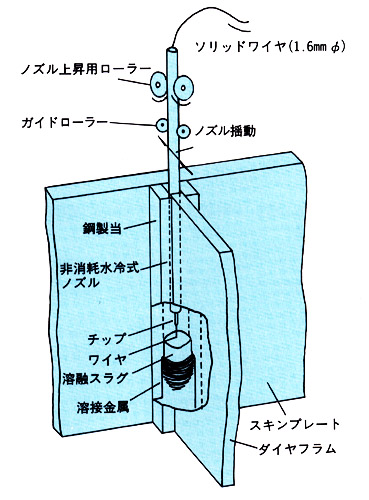
図1
●1電極SESNET溶接法の特徴は、次の通りです。
(1)非消耗水冷式ノズルとその上昇制御機構により、ノズルの繰り返し使用が可能です。
(2)高電流密度(電流:350~450A、ワイヤ径:1.6mmΦ)と長いワイヤ突出し長(35~40mm)によって、ワイヤの発熱効果(I2R加熱)が利用でき、ワイヤの溶融速度が速く、高溶着溶接が可能です。
(3)ノズルを開先内で揺動・停止制御することによって、図2で示すように、板厚の大小にかかわらず開先幅を20~25mm一定に設定でき、また揺動により溶込みも十分確保できます。
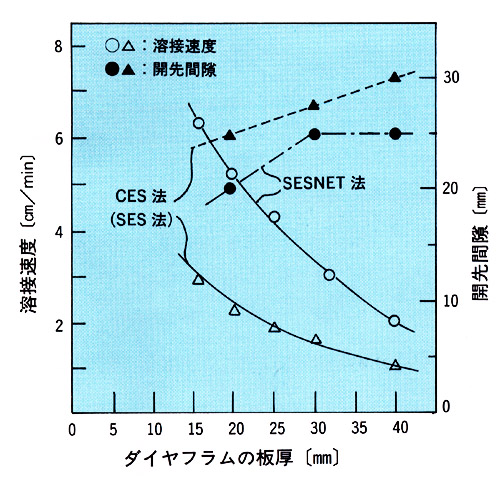
図2
●2電極SESNET溶接法については、さらに次のような特徴があります。
(1)自動上昇制御機構を1モーター2電極同時駆動方式にすることにより、2本のノズルの自動上昇に差異を生じさせないように機構の簡素化を図ったことによって、1電極の場合と同様に安定な溶接ができます。
(2)2電極化に伴うノズル間の電流干渉による振動を、テフロン製ソテーナを開発することによって防止し、開先内での確実なノズル固定ができます。
(3)2電極化によって、板厚100mmの溶接を可能にし、高能率溶接ができます。
(4)対象板厚別に1電極及び2電極溶接の選択ができます。
(5)ワイヤYM-55Sを使用することにより、ダイアフラム板厚60mm以上で、入熱100万~170万J/cm程度の溶接でも、溶接金属性能はJASS 6(建築工事標準仕様書、同解説)に適合します。
(6)溶接装置は小型・軽量で、溶接施工も従来の1電極SESNET溶接法と同様、熟練を要さず複数台の溶接作業が可能です。
このようにSESNET溶接法は、板厚25mm程度から100mmまでの広範囲な板厚に適用できる簡易で、かつ高能率な溶接法です。
3. SESNET法用溶接装置
SESNET法の装置構成は、図3に示す如く、非消耗ノズル、ノズル揺動装置、ノズル昇降装置、制御装置、ワイヤ送給装置、溶接電源及び冷却水循環装置から構成されており、小型軽量で可搬性に優れています。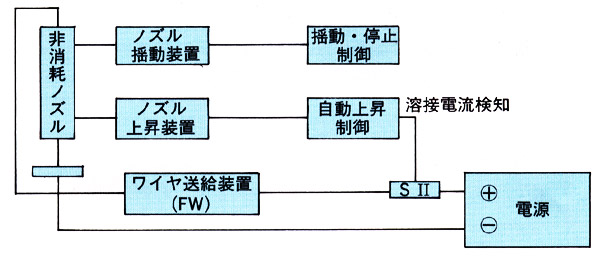
図3
特にノズルは、溶接電流検出制御によって、自動的に上昇し、またノズルを開先内で揺動、或いは揺動の両端で停止させることもでき、厚板溶接に際しても一定の開先間隙で低入熱で十分な溶込み確保を可能にしています。
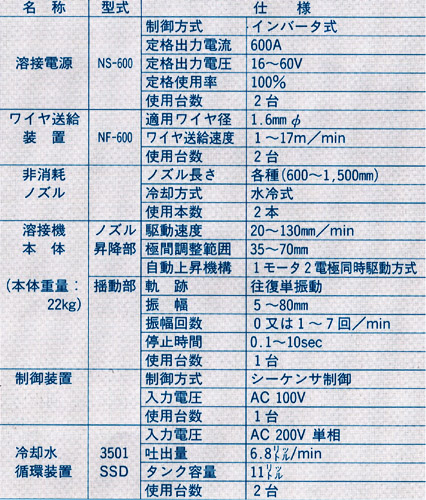
表1に2電極SESNET溶接装置の標準仕様を、写真1に溶接装置の外観を示します。
表1
4. SESNET法用溶接材料
表2にSESNET法用として、じん性を改良した溶接ワイヤの諸元を、表3にスラグプール形成用フラックスの諸元をそれぞれ示します。表2
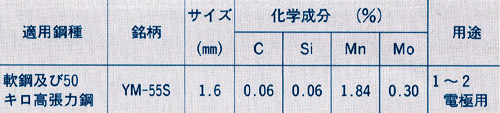
表3

SESNET溶接用ワイヤは、1電極及び2電極用、すなわち適用板厚20~100mm用としてYM-55Sを開発し、溶接入熱100万~170万J/cmの大入熱溶接条件においても、JASS 6(建築工事標準仕様書、同解説)に適合する溶接金属性能が得られます。
5. SESNET法標準溶接条件
表4にSESNET法の標準溶接条件を示します。表4
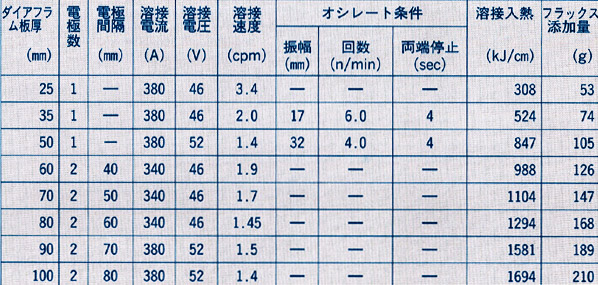
ここで、1電極、又は2電極での溶接条件の選択は、おおよそ溶接対象板厚が20~60mmの場合は1電極法で、適用板厚が60~100mmの場合は2電極法で溶接施工して下さい。
なお、適用板厚60mmについては、溶込みの確保と高能率化の観点から、2電極法で溶接施工されることをお薦めします。
6. SESNET溶接継手性能
●6-1 1電極SESNET溶接金属性能YM-55Sを用いて、ダイアフラム板厚32mm(鋼種:SM-490A)を表4に示す1電極SESNET溶接条件で溶接を行い、溶接金属の機械的性能を調査しました。表5、表6に溶接金属の性能試験結果を示します。
表5
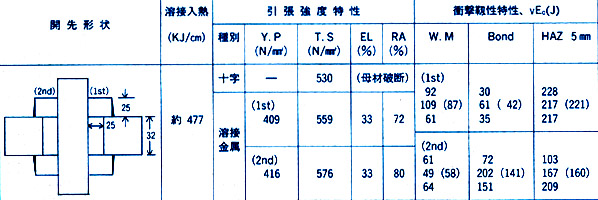
表6
●6-2 2電極SESNET溶接金属性能
ダイアフラム板厚60mm及び90mmをYM-55Sを用いて、2電極SESNETで溶接を行い、溶接金属の機械的性能を調査しました。
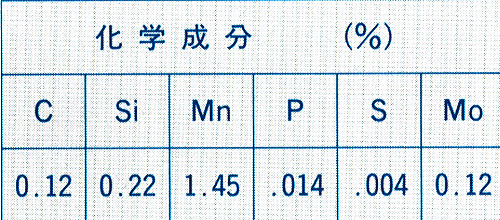
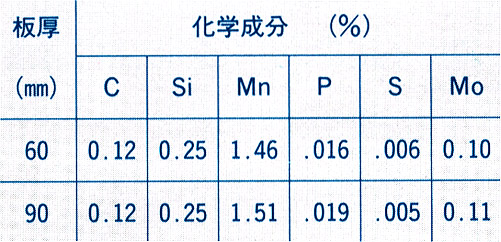
表7に供試材料の化学成分を、表8、表9に溶接金属の性能試験結果を、写真2に断面マクロをそれぞれ示します。
表7
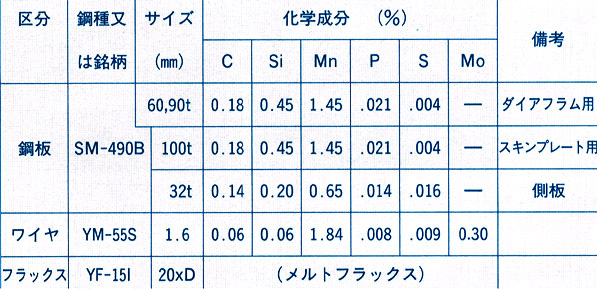
表8
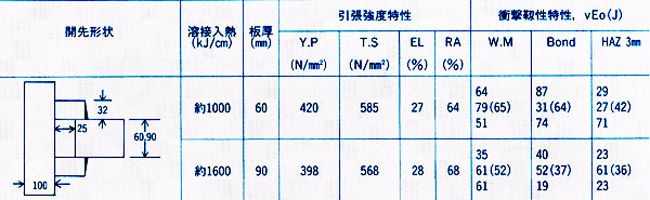
表9
板厚60mm、溶接入熱約100万J/cm及び板厚90mm、溶接入熱約160万J/cmの大入熱溶接条件においても、引張強度は50キロ
高張力鋼の強度規格を十分満足するとともに、0℃におけるシャルピー吸収エネルギーも27J以上を示し、JASS 6に適合する溶接金属性能が得られています。
7. SESNET溶接法の適用例
1電極SESNET溶接法は、建築鉄骨分野でのボックス柱製造工程を中心に普及しており、確実にその実績を上げています。今回、ここでご紹介しました2電極SESNET溶接法も実施工を踏まえた適用検討段階に入っております。写真3にダイアフラム板厚、及びスキンプレート板厚とも100mmの試験体への2電極SESNET溶接法の適用例を示します。8. おわりに
以上、建築鉄骨分野におけるボックス柱製作工程を低コスト、高品質で施工できる1電極、及び2電極非消耗ノズル上昇式簡易エレクトロスラグ溶接法(SESNET法)について紹介しました。今後ますます建築物の超高層化にあたって、適用鋼材も高強度化・高靱化と厚肉化が進められるものと考えられます。このような観点に立って、当社は溶接材料、溶接装置及び溶接施工技術に関する総合メーカーとして、今後とも時代のニーズに即応する製品開発に努めたいと思います。