技術情報溶接Q&A
F006溶接用消耗副資材(裏当材、表当材、エンドタブ材)について
1. はじめに
鋼構造物の溶接施工にあたり、各種の溶接用副資材が溶接部の品質向上、溶接施工の能率向上および省力化の目的で利用されています。溶接用副資材としては、各種材質の裏当材、表当材およびエンドタブ等があり、それらにはいずれも金属系、非金属系があり、溶接協会では図1のように分類している例があります。((社)日本溶接協会 溶接棒部会 技術委員会 平成4年度調査第1分科会報告:溶接の研究No.32)
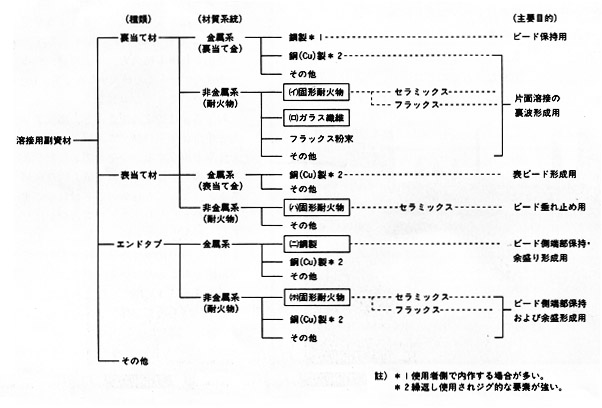
図1
これらの中には銅製の裏当材や表当材、エンドタブ等繰返し使用するジグ的なものと、1回または数回の使用で消耗される固形耐火物の様なブロック状のものや、ガラス繊維のようにテープ状のもの、さらに鋼製のものがあります。
今回は、これら溶接用副資材の中から固形耐火物及びガラス繊維製品について、その種類、形状、適用溶接方法例等を、最も適用例の多いガスシールドアーク溶接を中心にご紹介いたします。
2. 裏当材について
裏当材は、片面溶接を行う場合に使用されるものです。片面溶接は開先の片側から溶接し、同時に裏面にも欠陥のない健全なビードを形成する方法で、鋼材の反転を必要としないため大きな能率向上が図れる方法です。片面溶接の補助材として、それぞれの溶接に適した裏当材が開発され、工数の節減と作業能率向上のため各分野で広く採用されています。
裏当材としては、セラミツク及びフラックスを主体としたタイル状の固形材料と、ガラス繊維を使用したテープ状のものが有ります。それぞれの構造を当社製品であるSB-41及びSB-31を例に図2、図3に示します。当社では固形材料を用いる方法をケイキバッキング法、ガラステープを用いるものをテープバッキング法と呼んでいます。
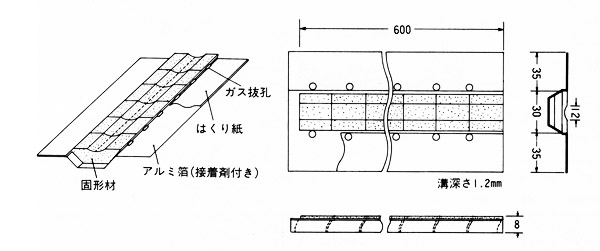
図2
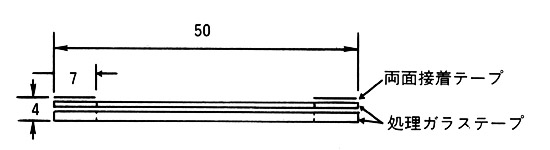
図3
ケイキバッキング法は、タイル状になった固形フラックスをアルミ箔に連続的に貼付して一体構造とした裏当材を、アルミ箔の接着面を用い溶接線に密着させ片面溶接する方法であり、次のような特長があります。
①広い溶接条件範囲で容易に美しい裏波ビードが得られます。
②軽量なのでマグネットクランプ等のサポート治具は不要です。
③曲がり部材へも適用できます。
④25mm単位の長さで任意に切断ができます。
⑤固形材の溶融量が少なく、良好な溶接金属が得られます。
⑥フラックス入りワイヤとソリッドワイヤに使用できます。
テープバッキング法は、特殊処理したガラステープを両面接着テープで溶接線に固定し、片面溶接を行う方法であり、次のような特長を有しています。
①適当な長さに切って使用できるので、継目がなく全長無駄なく使用できます。
②可とう性が良いのでどんな曲がり部にも密着します。
③溶接後の裏当材除去処理が簡単で衛生的です。
④溶落ちの心配がないので、片面溶接が容易です。
ガスシールドアーク溶接と固形フラックスの組み合わせが最も多く使用されています。
当社販売の裏当材SB-41は、シームレスフラックス入りワイヤおよびソリッドワイヤと組み合わせて片面溶接で威力を発揮しております。
SB-41の概要および溶接性能例について紹介します。
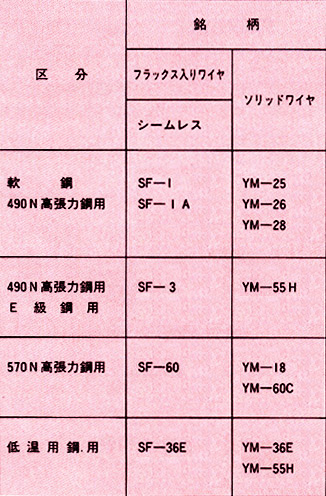
推奨溶接ワイヤを表1に示します。
表1
SB-41とSF-1の組み合わせによる溶接姿勢別の適正溶接条件範囲を図4に、裏ビード外観および断面マクロを写真1に示します。なお、板厚が厚い場合および拘束が大きい場合には、溶接割れ防止の点から溶接電流は低めでご使用ください。
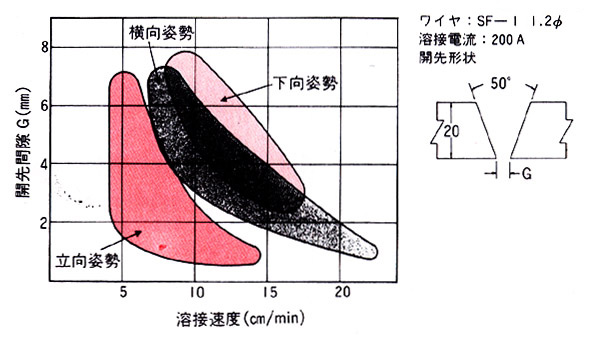
図4
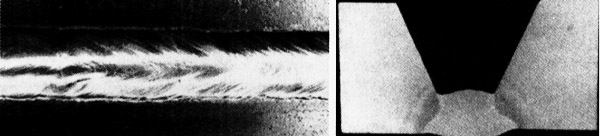
写真1
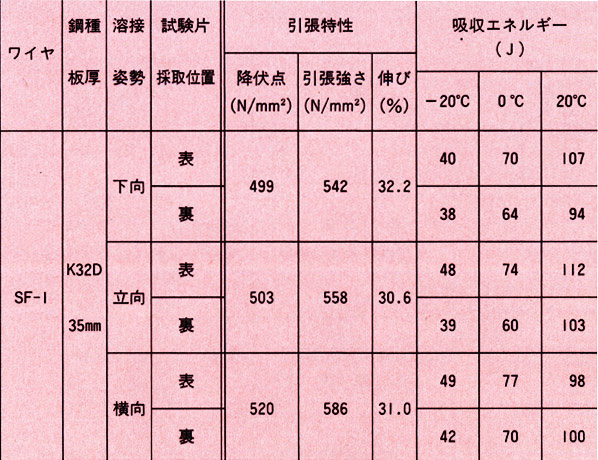
SB-41とSF-1の組み合わせによる溶接継手部の機械的性質の一例を表2に示します。
表2
①開先精度の確認
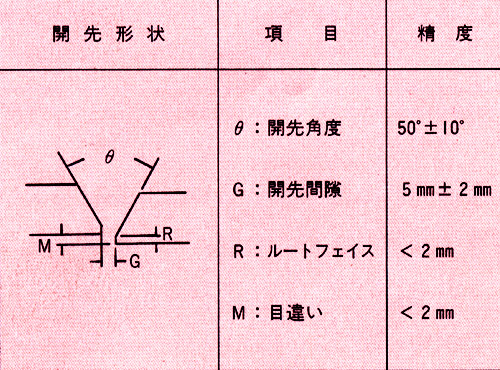
過大な開先間隙や目違いは裏波ビードの乱れや、割れの原因となるので、表3に示します開先精度範囲内でご使用ください。
表3
②鋼板接着面の清掃
鋼板のアルミ箔接着面が汚れていると、接着力が低下し、固形材と鋼板の密着が悪くなり裏波ビードが乱れたり、落下しやすくなるので、錆、油、水分、ごみ等は必ず除去して下さい。
③密着度の確認
SB-41の装着後、鋼板へ密着しているか確認して溶接して下さい。
3. 表当材について
横向継手における開先表面部の溶接は、大入熱溶接を行うと溶接ビードが垂れ下がり易いので、小入熱条件による溶接を行うのが一般的です。しかし、このような方法では溶込み不良の発生する危険があり、また溶接能率も充分ではありません。表当材は横向継手溶接において、開先の下板表面に固定することによって、大入熱溶接でもビードの垂れ下がりのない良好なビード形状を得、グラインダによるビ-ドの仕上げも省略できるため、溶接能率を大幅に向上できるものです。
表当材の構造を当社製品であるNT-41Hを例に図5に示します。溶融金属に接する部分に窪みを設けたタイル状固形フラックスを長手方向に並べ、固形フラックス表面とアルミ箔上の接着材により継手に固定する構造を持ち、たやすく溶接部に固定できるようになっています。
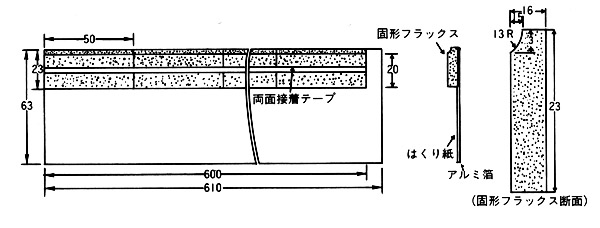
図5
NT-41Hは、上記の目的のため開発されたガスシールドアーク溶接用表当材です。以下に、NT-41Hの概要および溶接性能について紹介します。
表4にNT-41Hに適用する推奨溶接材料を示します。
表4
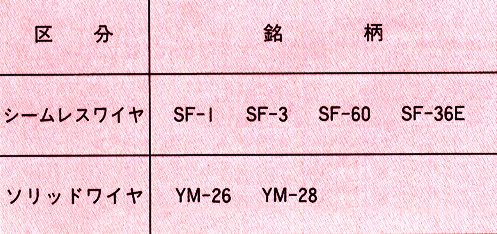
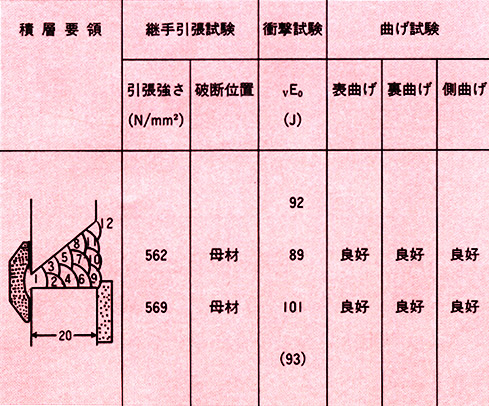
表5にNT-41HとSF-1の組み合わせによる横向継手溶接条件例をNT-41Hを使用しない場合と比較して示します。板厚16mmにおいて溶接パス数が3パス減少しています。表6に横向継手部の機械的性質の例を示します。
表5
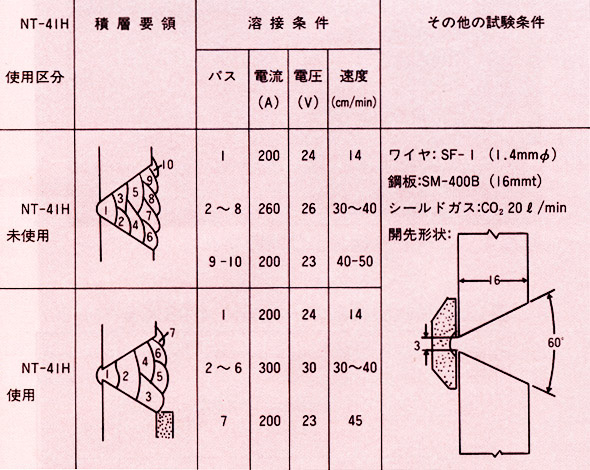
表6
4. エンドタブ材について
一般の溶接施工において、健全な溶接継手を得るため溶着の難しい溶接始終端部には、母材と同板厚、同開先の鋼板タブを仮付けし、この部分に溶接ビードのスタートおよびクレータ部を逃がし、溶接終了後この部分をガス切断且つグラインダー仕上げする施工法が採用されています。しかし、この方法は溶接長が長いとさほど問題になりませんが、溶接長の短い継手になると有効溶接長に対して、切り捨て部の長さが大きくなること、且つ全溶接作業時間に占める鋼板タブの取付けと除去・仕上処理工数が極めて高比率となるなどの問題があげられております。
このような問題を解消する方法として、固形のエンドタブ材が使用されるようになりました。
この方法は、セラミックス製のブロックを溶接の始端、終端に固定して溶接する方法で、実際には、船舶のボトムロンジのフェースプレート、橋梁ガータのフランジ、建築機械のアームやフレーム、鉄骨建築現場での梁や柱の仕口部など厚板短尺部材の溶接で大きな効果を発揮しています。
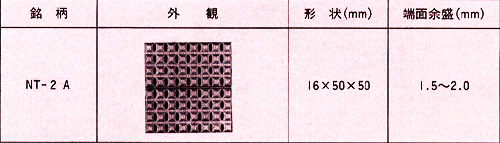
当社のセラミックタブNT-2Aの仕様を表7に、また、特長および適用方法、溶接性能例について以下に示します。
表7
<NT-2Aの特長>
①作業時間が大幅に短縮できます(図6)。
②溶接材料の節約ができます。
③単一形状で多開先形状に適用でき、在庫管理が容易です。
④両面同一形状であり、再使用ができ経済的です。
⑤セット面が平面的なので、ずれ、曲がりの心配がありません。
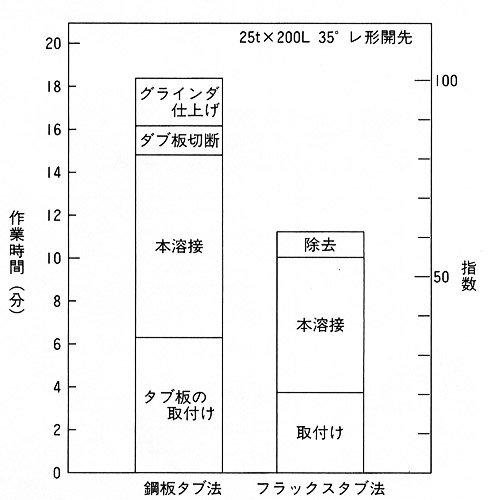
図6
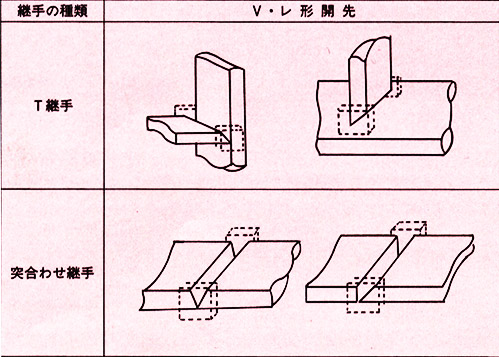
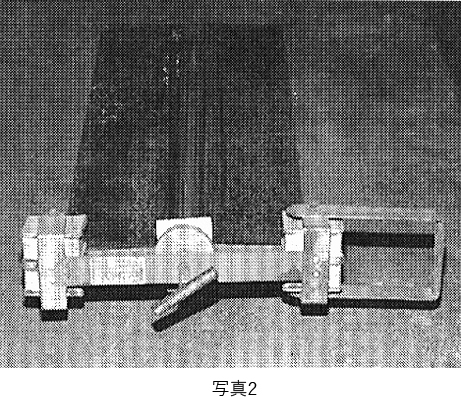
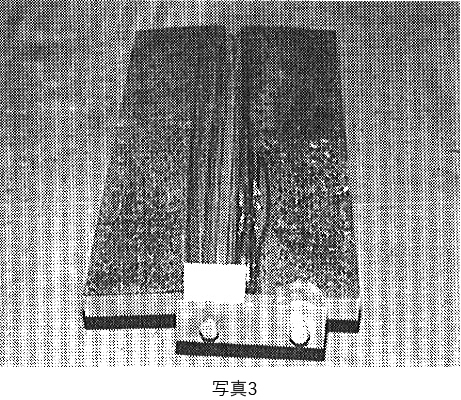
表8に適用可能な開先形状や継手形状を示します。NT-2Aの取付けは、鋼線、マグネットクランプ又は専用治具等により簡単にできます。取付け例を写真2、写真3に示します。
表8
なお、表9に開先許容範囲を示します。
表9
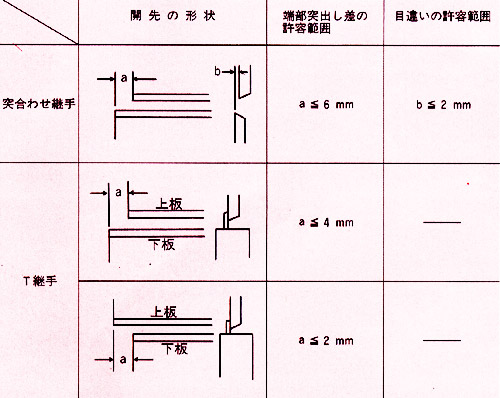
表10に溶接条件の一例を示します。
表10
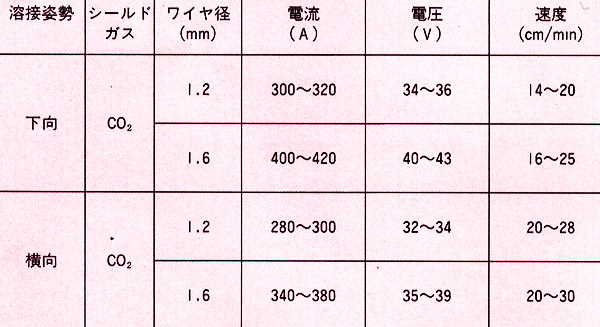
表11に推奨溶接ワイヤを示します。
表11
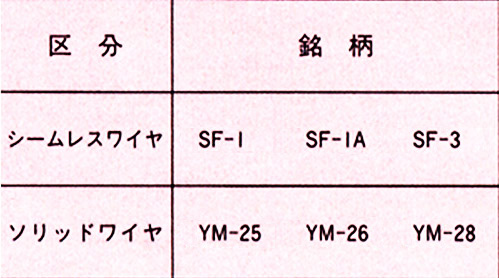
写真4にビード外観および断面マクロを示します。
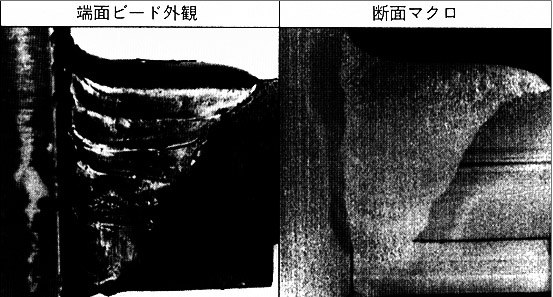
写真4
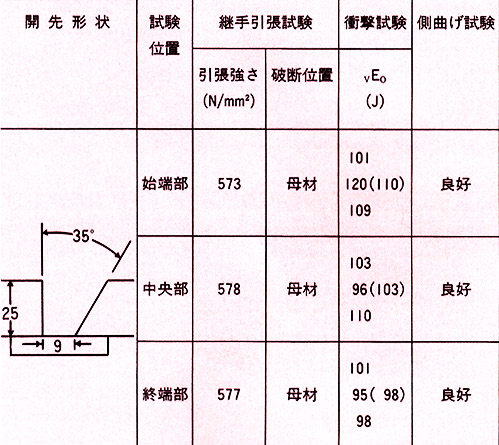
表12にNT-2AとYM-26の組み合せによる溶接継手の機械的性質の一例を示します。
表12
5. おわりに
以上、溶接用消耗副資材として、裏当材、表当材およびエンドタブ材についてご紹介致しました。これらの副資材は、溶接施工において能率向上を図る上で重要な溶接材料の一部として考えるべき物ではないかと思います。したがって、今後も益々広く活用していただけるものと確信すると共に、時代のニーズに即応する溶接用副資材の製品開発に努めたいと考えております。
<参考文献>
「溶接の研究 No.32」㈲日本溶接協会溶接棒部会
技術委員会 平成4年度研究経過報告