技術情報溶接Q&A
F008造船の溶接自動化について
1. はじめに
わが国の造船工業は1988年を底とし、その後順調に回復してきました(図1)。その間、それまでの設備の縮小、国内景気の好調からくる人手不足等の状況下で、建造量増加に対応するため生産性向上と省力化が図られ、溶接の各種自動化も大きく進展しました。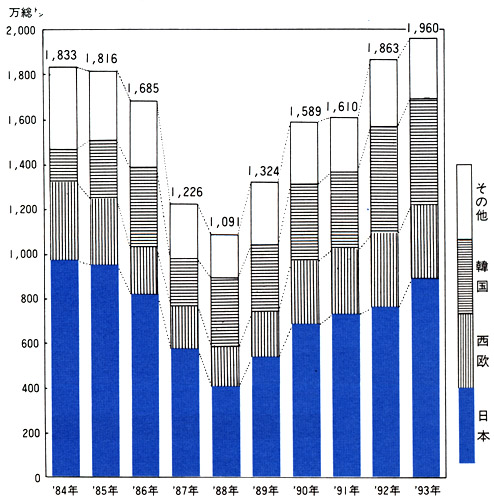
図1
しかしながら、最近は急激な円高により他国の追い上げを受け、1993年の受注量では韓国がトップとなり、また1995年以降に期待されたタンカーの代替需要による建造量の山は、最近の過剰建造が続けば無くなると予測されるなど厳しい状況下にあります。
このような中で、競争力維持のための生産性向上と省力化がますます必要となって来ています。
ここでは造船の生産性向上と省力化に貢献する溶接の自動化について、当社の自動機器及び溶材を中心に紹介します。
2. 造船における自動化の動向
当社の自動機器及び溶材を紹介する前に、造船における自動化の動向等について簡単に触れたいと思います。日本の主要造船所における溶接設備の推移を図2に示します。
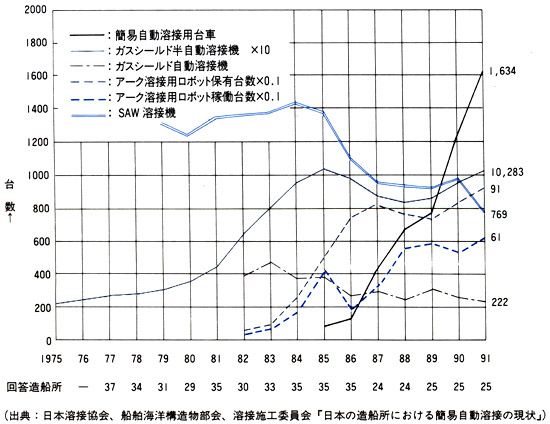
図2
自動溶接に適する溶接法の主なものとして、SAW(サブマージアーク溶接)法とGMAW(ガスシールドアーク溶接)法がありますが、最近の自動化の進展はGMAW法によるものを主流としています。
GMAW法には半自動溶接機、簡易自動溶接機(10kg程度の走行台車に半自動溶接のトーチを取り付けたもの)、自動溶接機、ロボット等があります。
これら各種自動溶接機が、各々の造船所の特徴に応じて使い分けされています。
自動化の最終的な姿としては、無監視、無人化を可能とするロボットが考えられ、その適用が徐々に増えつつありますが、その途中段階として位置付けられる簡易自動機の急激な増加が特徴的です。今後も溶接の自動化は、能率向上、作業の軽減化、非技能化、品質安定及び低価格化という観点から伸びていくと考えられます。
3. 最近の造船向け自動溶接法・装置と溶材
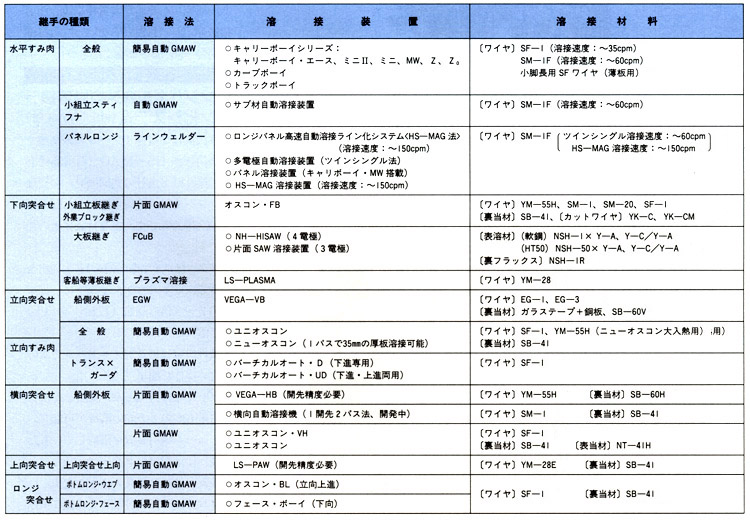
表1に当社の造船向け自動溶接機・装置と溶材を溶接姿勢別に示しました。表1
以下、最近の当社製品の代表的なものをご紹介します。
●3-1 高速FCuB溶接装置(NH-HISAW法)
造船の大板継ぎに用いられるFCuB片面サブマージアーク溶接は、すでに20年以上にわたり各造船所で広く適用されている高能率溶接方法です。
このFCuB片面溶接の速度を2倍以上にすることを目標に開発(日立造船㈱有明工場殿と新日本製鐵㈱、当社の共同研究)したのが4電極高速片面溶接法(NH-HISAW法)です。(詳細は前号・No.108をご覧ください)
●3-2 ロンジパネル高速自動溶接ライン化システム(HS-MAG法)
本装置は2電極1プール方式高速すみ肉溶接法HS-MAG(石川島播磨重工業㈱殿と当社の共同開発)の原理をロンジ先付け溶接に適用した20電極自動溶接装置です。主な特長は次の通りです。
①メタル径ワイヤSM-1Fとの組合せで、5本のロンジを同時に、従来の2~3倍の高速(1.2m/分以上)で溶接が可能
②条件設定は脚長別プリセット方式のため操作が簡単
③ガーダ走行方向と90o旋回した横行台車方向の2方向の溶接が可能
④ヒューム吸引装置を搭載しているため、作業環境がクリーン
なお、HS-MAG法はこの他に単体機(4電極)としても実用化されています(写真2)。
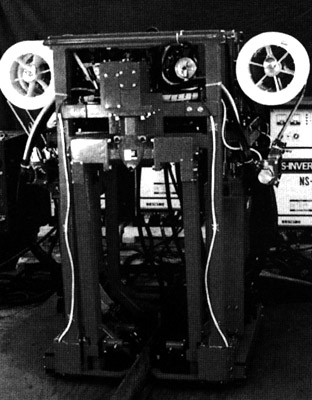
写真2
●3-3 サブ材自動溶接装置
サブ材自動溶接装置はガントリ走行台車に数組のCO₂溶接ヘッドを搭載、これを走行させ小組立部材のスティフナのすみ肉溶接を行うものです。
ツイントーチの特殊動作により、スティフナ端部の角巻溶接が可能です。
●3-4 簡易自動溶接台車キャリーボーイシリーズ
簡易自動台車は、軽量安価で、未熟練者でも容易に操作でき、高能率であることから、近年、各造船所で大量導入され、従来のグラビティに代わり自動化に大きく貢献しています。
簡易台車には
①小型軽量で可搬性が良いこと。
②牽引力が強く、走行が安定し、倣い性が良いこと。
③溶接残しが少ないこと。
などの機能が要求されます。
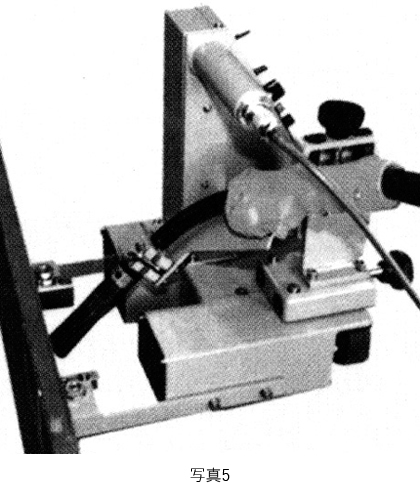
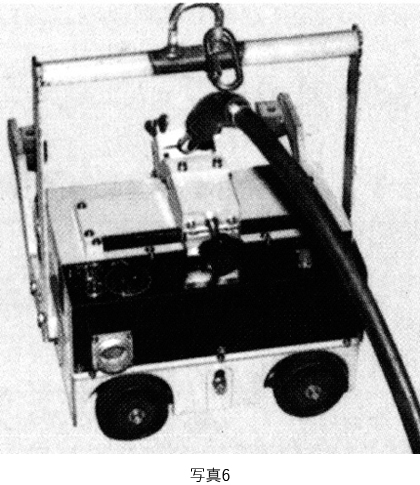
これらの要求に対し、当社は電磁マグネット吸引方式のキャリーボーイ・エースをベースに、操作性、走行性に工夫をこらしたニューデザインのキャリーボーイ・ミニⅡ(写真5)、溶接残し"ゼロ"を追求したキャリーボーイ・Z。(写真6)を新たに開発しました。
●3-5 水平すみ肉耐プライマ性ワイヤSM-1F
SM-1Fは従来のフラックス入りワイヤより、スラグ量を減少することなどにより(図3)、プライマ塗装鋼板の高速溶接における耐ピット性を著しく改善したメタル系ワイヤです。従来ワイヤに比べ、1.5~2倍の高速溶接でも、ピットやガス溝などの欠陥が生じにくいため、上述のようなすみ肉自動溶接機、装置との組合せで、高能率化に大きな役割を果たしています。
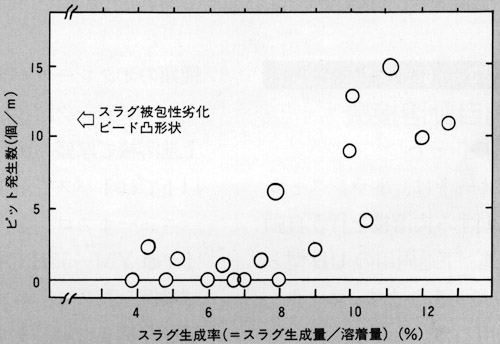
図3
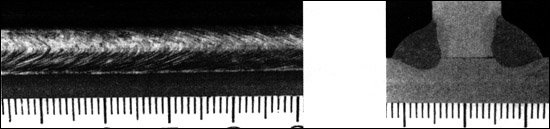
写真7
●3-6 立向すみ肉自動溶接機バーチカルオート
バーチカルオートは、トランスとガーダなどの立向すみ肉溶接を行う自動溶接機で、上進、下進両用のUD型と下進専用のD型があります。コーナー倣い方式を採用しているため、レールのセットがラフでも、SFワイヤとの組合せで安定した等脚長ビードが容易に得られます。
また、システム化により複数ヘッド同時溶接が可能です。装置外観を写真8に示します。
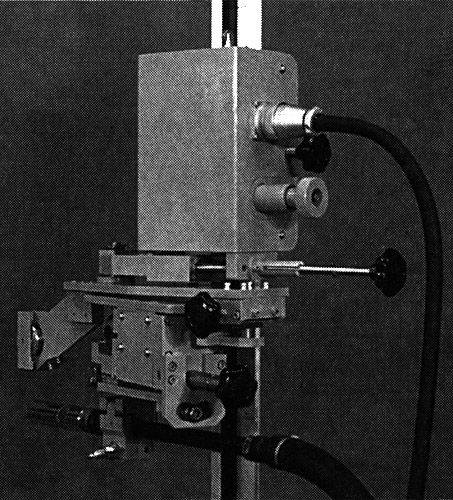
写真8
●3-7 厚板突合せ自動溶接機ニューオスコン
ニューオスコンは主として厚板の立向、横向、下向継手用に開発された8種類のオシレートパターンを持つガスシールドアーク溶接機です。特に立向上進溶接で厚盛りが可能で、板厚35mm以下では1パスで溶接できます。
ニューオスコンと大入熱高じん性ワイヤYM-55Hの組合せによる溶接試験例を表2に、ニューオスコンの外観を写真9に示します。
表2
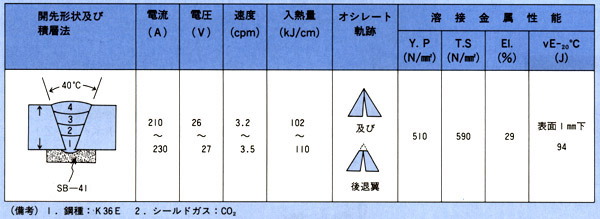
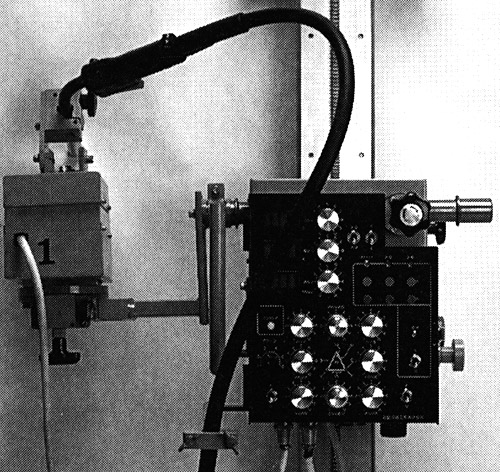
写真9
横向溶接は自動化が最も難しいと言われています。現在、当社は船側外板などの横向継手を対象に、Ⅰ型開先、またはレ形開先2パス全自動溶接法を開発中で、近日中に実用化を計画しています。
概要は次の通りです。
①初層は電流変化(PAW)法による確実な裏波溶接を行う。
②仕上層(2層目)はエレクトロガス溶接法により、大溶着、高能率溶接を行う。
③自動開先倣いにより、作業者の負担を大幅に軽減する。
本法の主な仕様を表3に、溶接ビード外観を写真10に示します。
表3
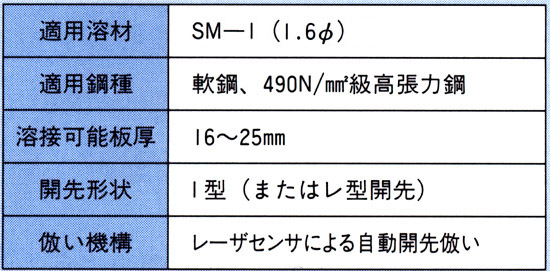
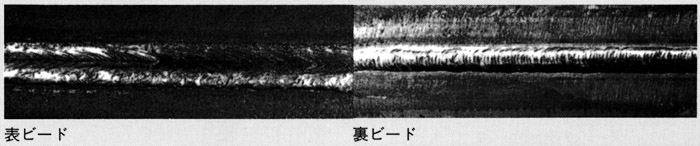
写真10