技術情報溶接Q&A
F0109%Ni鋼の高能率TIG溶接に最適な NITTETSU FILLER 196
1. はじめに
わが国では、1969年以来、環境問題およびエネルギー危機対策として、無公害エネルギーである液化天然ガス(LNG)輸入プロジェクトが推進さ、その輸入量は増加の一途をたどっています。それに伴い備蓄のためのLNGタンクの建造も急増しています。LNGの液化温度は-162℃と極めて低いため、その貯蔵容器用材料として、極低温における強度特性の優れた9%Ni鋼、アルミニウム合金あるいはオーステナイト系ステンレス鋼などが使われます。これらの材料のうち、種々の長所を有する9%Ni鋼が最も多く採用されています。
ここでは、9%Ni鋼LNGタンクの溶接施工の高能率化に最適な溶接材料・技術についてご紹介いたします。
2. 9%Ni銅 LNGタンクの溶接について
9%Ni鋼は、低温じん性に優れ、強度が高く、溶接性も良好で、熱膨張係数が小さいなど優れた特長を持っています。そのうえ多量に安定供給でき、既存のタンク建造設備をそのまま流用できるなどの利点を有することから、LNGタンク用鋼材として最も多く採用されています。9%Ni鋼製LNGタンクのほとんどは図1(a)、(b)に示すような地上式のニ重殻円筒形で、内殻は9%Ni鋼、外殻は軟鋼が使われ、その間は粒状パーライトなどの保冷層になっています。
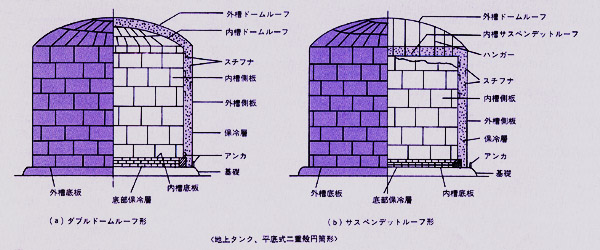
図1(a)、(b)
最近はLNG輸入量の増加に伴い、LNGタンクの大容量化が進み、従来の8万klタンクに対し14万klが既に建造され、20万klの建造も検討されています。タンクの大型化に適合するよう9%Ni鋼の極厚化も進み、8万klの最大板厚(最下段)が30mm程度に対し、14万klでは40mmが使用され、さらに20万klでは50mmの使用が検討されています。
このような極厚の9%Ni鋼を用いた大型LNGタンクの建造においては、溶接施工の一層の高能率化・省力化および高品質化を図ることがトータルコストミニマムを達成するカギになると言えるでしょう。
9%Ni鋼製LNGタンクに適用している溶接施工技術の変遷と現状を表1に示します。表中の(MCは、ワイヤに電流を流すホットワイヤを意味しています。
表1
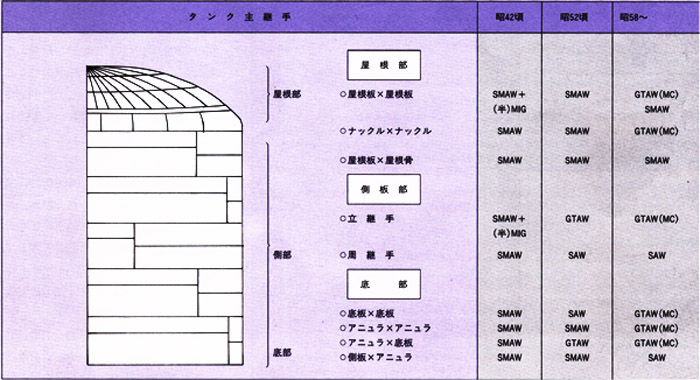
溶接施工技術としてティグ溶接化が進められていることが分かります。
3. 9%Ni鋼用溶接材料について
9%Ni鋼LNGタンク用の溶接材料としては、(イ)極低温での優れたじん性、(ロ)常温および極低温での高い引張強度、(ハ)9%Ni鋼に近い熱膨張係数、(ニ)優れた溶接性および溶接作業性などの特性が必須となり、わが国ではNi基合金が採用されています。弊社は主な9%Ni鋼用溶接材料として、70%Ni-15%Cr-2%Mo-Feのいわゆるインコネル系の被覆アーク溶接棒YAWATA WELD B(M)、75%Ni-20%Mo-Wのいわゆるハステロイ系のティグ溶接用のワイヤNITTETSU FILLER196およびサブマージアーク溶接用ワイヤNITTETSU FILLER196(フラックスNITTETSUFLUX10)を市販しており、多くの実績を有しています。
ハステロイ系のワイヤNITTETSUFILLER196は、1971年に弊社が初めて9%Ni鋼用として開発したもので、特に耐高温割れ性が優れ極低温でも高いじん性・引張強度を有し、自動溶接に特有の厳しい条件下においても優れた品質の溶接金属が得られるという長所を持っています。
このワイヤは、これまでの9%Ni鋼の溶接施工に広く適用されており、今後の一層の高品質化・高能率化にも十分適合し得る溶接材料であると考えています。ハステロイ系ティグワイヤNITTETSU FILLER196の化学成分例を表2に示します。
表2

図2は、7種類のNi基合金について溶融一凝固熱サイクルシミュレータによる高温引張試験で溶接金属の耐高温割れ性を評価した結果を示したものですが、この中でNo.5のNITTETSU FILLER196が、凝固後の強度・延性の回復が最も高温側でかつ早く、高温割れが発生しにくいことが解ります。
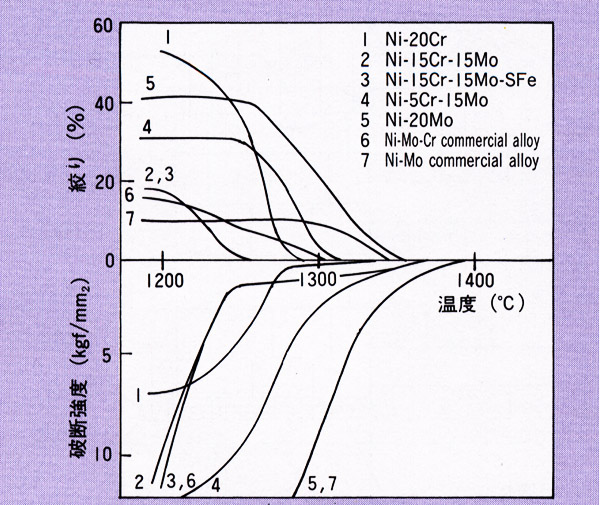
図2
4. 高能率ティグ溶接技術の開発
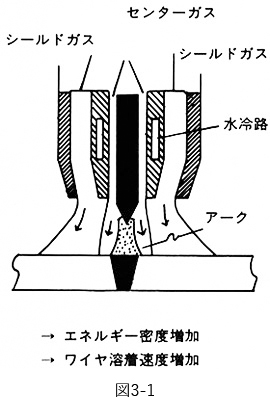
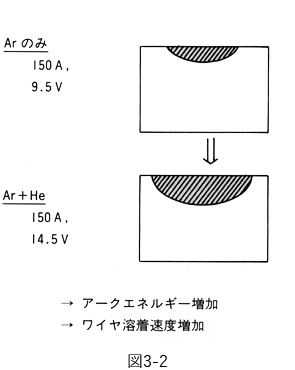
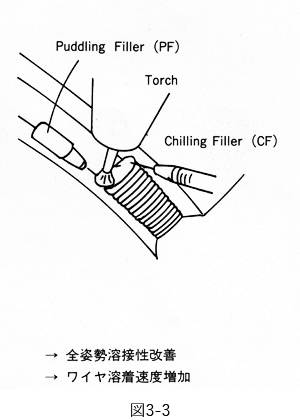
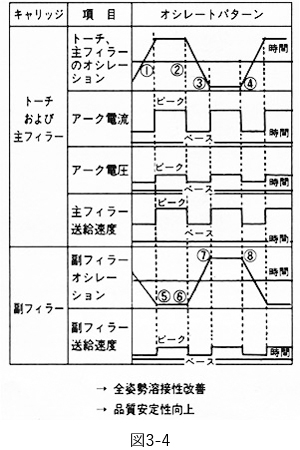
9%Ni鋼LNGタンクのさらなる高品質・高能率溶接施工の達成を目的として、ダブルフラックストーチとパルス制御技術を適用した高能率自動ティグ溶接装置DSP-TIG500を新日鐵グループと愛知産業(株)とで共同開発いたしました。本装置の特長を図3.1、3.2、3.3、3.4に示しますが、①ダブルフラックストーチと②ミックスガスの効果で従来にない高集束のアークを得て、従来のホットワイヤ以上の高溶着が可能となり、③ダブルフィラーと④ダブルシンクロパルスの効果により高溶着においても健全かつ良好な溶接金属が形成できまます。
5. NITTETSU FLLER196を用いたDSP一TIG500による9%Ni鋼の溶接
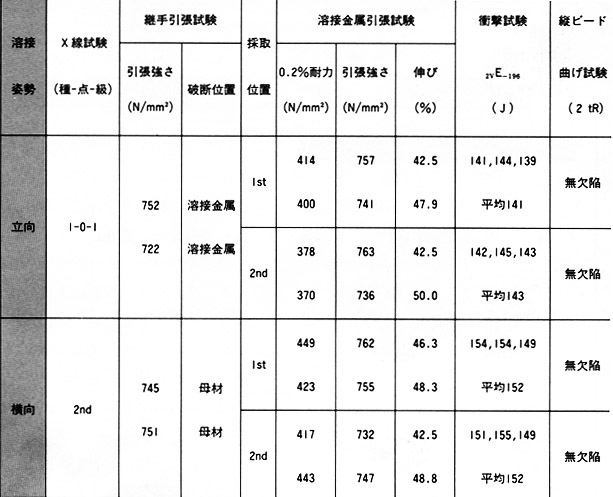
前述のように優れた特長を持つ弊社市販のハステロイ系ティグワイヤNITTETSU FILLER196を用いて、DSP-TIG500により、9%Ni鋼の立継手を想定した立向姿勢および周継手を想定した横向姿勢など各種継手溶接を行い、9%Ni鋼に対する高能率溶接技術としての適用性を確認しました。●5-1 継手の特性例
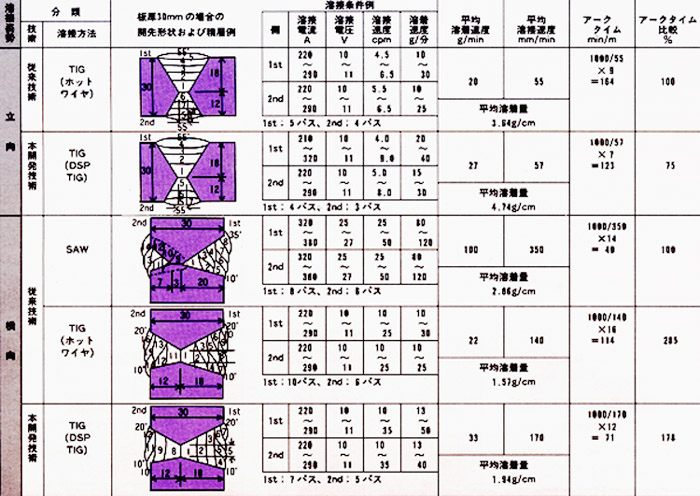
板厚30mmの場合の立向および横向継手溶接の条件と特性の一例を、表3と表4に示します。
この結果から、立向姿勢では、従来の55°よりも狭い45°の開先でも融合不良やブローホールなどの欠陥のない健全でかつ良好な特性の溶接継手が得られること、さらに表1にあるように従来サブマージアーク溶接が一般的であった横向姿勢においても健全かつ優れた特性を有する溶接継手が得られることが確認されました。
表3
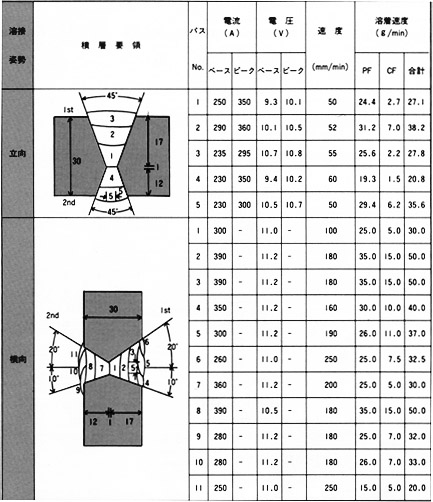
表4
●5-2 溶接施工能率の試算
ハステロイ系ワイヤNITTETSU FILLER196と高能率自動ティグ溶接装置DSP-TIG500の組み合わせによる9%Ni鋼のティグ溶接技術について、従来技術との比較を基にアークタイムを試算してみた結果を表5に示します。この表から、55°開先の立向溶接で本技術は従来技術の約75%となり、45°開先を採用すればさらにアークタイムを短縮できることが予想されます。横向溶接ではサブマージアーク溶接に対しては約180%になりますが、同じティグ溶接の比較では従来のホットワイヤの約62%のアークタイムになりそうです。
表5
次に、溶接施工全体の工数比率を試算してみると、表6に示すように横向溶接でサブマージアーク溶接と比較しても、裏ハツリや表面仕上げの工数がかなり省略できるため、90%弱程度に削減できそうです。また、サブマージアーク溶接に比べ、環境のクリーンさや継手品質の高さの点でも改善されると思われます。
表6
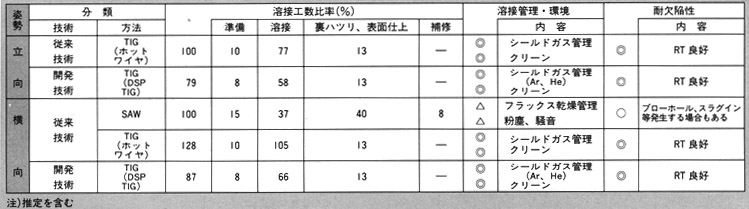
以上のように、弊社が市販しているハステロイ系ティグワイヤNITTET-SUFILLER196は、高能率自動ティグ溶接装置DSP-TIG500と組み合わせることにより、従来以上の高能率・高品質のティグ溶接が可能になると考えられます。
6. おわりに
以上、大型化・極厚化が進む9%Ni鋼LNGタンクの溶接において、溶接施工の高能率化・高品質化を可能とする溶接材料と溶接技術について紹介しました。今後も、より安全性の高い9%Ni鋼LNGタンクの経済的な建造に貢献できるよう、需要家各位との緊密な連携のもとに溶接材料・技術の開発・改良の努力を続けたいと考えています。