技術情報溶接Q&A
F011プラズマ自動ガウジング
1. はじめに
エアカーボンアークガウジング法は、各種溶接構造物の製造に広く用いられています。しかし、この方法は作業時の騒音が大きく、さらにヒューム・粉塵・火花が多いことから、作業環境が過酷で作業者の負担が大きくなっています。また、カーボン電極を使用するため自動化が難しく、ほとんどの作業が手動で実施されています。これに対し、プラズマアークガウジング法は大幅な環境改善を図ることができ、また自動化が容易なことから、確実にその適用が拡大しています。本号では、備蓄タンクなどの溶接部裏ハツリにおける、プラズマアークガウジングの自動化について報告します。
2. プラズマアークガウジング装置
●2-1 プラズマアークガウジンク法の原理一般的なプラズマ切断と同様に移行式プラズマアーク方式が用いられ、あらゆる金属に対しガウジング可能です。プラズマアークは、高密度、高温、高運動エネルギーを持ち、その温度は3万~4万度、流速は音速以上に達します。この方式は、高能率であり、かつガウジング後の変形が少ないものです。
プラズマアークガウジング法は、図1に示すように電極を陰極とした正極性の移行式プラズマアークを用います。プラズマガスは、アルゴンと水素の混合ガスを使用し、その比率は水素約20%です。パイロットアークは、ノズルとタングステン電極間に発生し、作業の開始を容易にします。
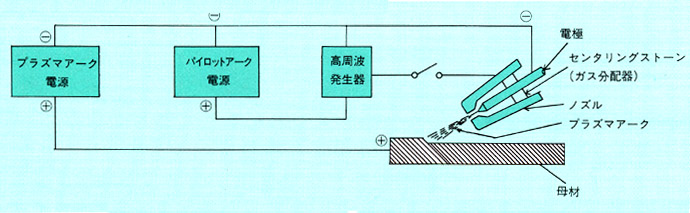
図1
良好なガウジング溝を形成するためには、トーチを被加工材に対し25~30°の前進角を取る必要があります。トーチは水冷であり、手動、または走行台車と組み合わせた場合は自動用としても使用できます。トーチの姿勢およびガウジング中のアークの状態を図2に示します。
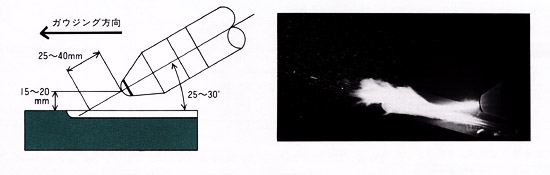
図2
●2-2 プラスマアークガウジング装置
プラズマアークガウジング装置は、図3に示すように電源、トーチより構成されています。
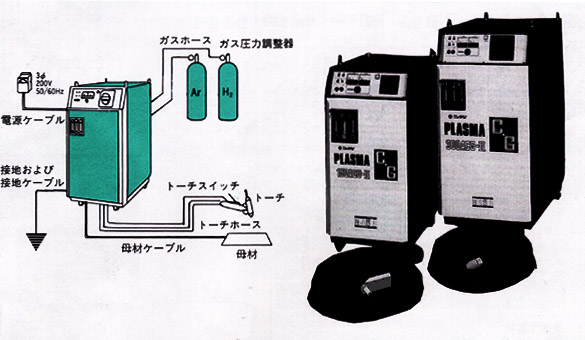
図3
(1)電源
電源は、直流・定電流制御(垂下持性)方式です。出力電流は最大300Aとなります。
プラズマアークガウジング作業では、溝底部までのアーク長は通常40~60mmになることから、アークを安定して維持できる電源特性を必要とします。このような使用条件を考慮して、最大出力電圧は240Vとしています。
(2)トーチ
自動プラズマアークガウジングには自動用(ストレート形)トーチを使用します。 図4に300A自動用トーチを示します。このトーチは、電源に内蔵した冷却水循環装置による水冷式です。
トーチの外観と主要部の基本的構造を、図4に示します。トーチ先端部はノズル、電極、ガス整流部(センタリングストーン)、トーチ冷却部より構成されています。ノズルはプラズマアークを強力に拘束し細くするために、またノズルの長寿命を得るために、水冷方式を採用しています。電極はタングステン棒電極を採用しており、繰り返し研磨して使用できるので経済的です。さらにノズルおよび電極は間接水冷であるため、部品交換時の水漏れはなく、水に起因するトラブルがない構造となっています。
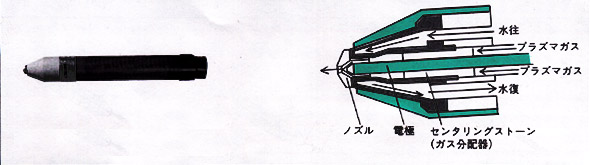
図4
(3)プラズマガス
クリーンなガウジング表層部を得るために、プラズマガスとしてアルゴンガスに水素ガスを混合して使用します。水素ガスの混合比は、20%程度が良好なガウジング結果を得られます。
(4)制御機器
自動ガウジング用にアークスタートのための機能を装備し、ワーク表面の凹凸に対応するためにアーク長を一定に保つ機能を持ち、かつガウジングを行う開先部を自動的に倣う装置を開発しました。詳細は後述します。
3. ガウジング施工条件
●3-1 基本施工条件例ガウジングにおける変動要素としては、電流・プラズマガス・速度・トーチ角度・アーク長・トーチ高さがあげられます。これら変動要素の変化によるガウジング溝形成の傾向は表1の通りです。図5にトーチ基本姿勢を示します。
表1
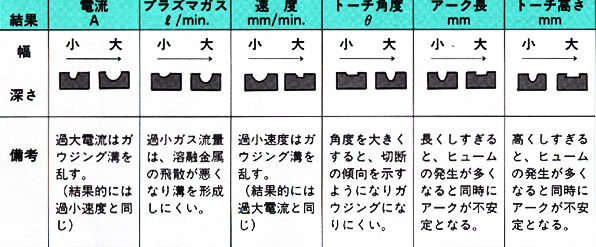
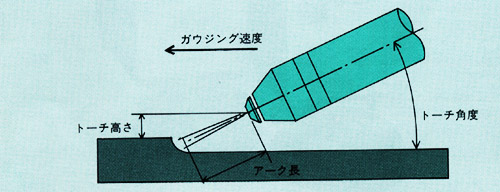
図5
●3-2 横向き姿勢ガウジンクの基本施工条件
備蓄タンクのガウジング作業は、その工程上、タンク内側よりの横向き姿勢でガウジングを行う制約があり、下向きガウジングとは施工条件が異なります。
横向き姿勢ガウジングの基本施工条件は下記の通りです。
横向きガウジング施工基本条件
| ノズル孔径 | 3.5mm |
| ガウジング速度 | 1.0m/min. |
| ガウジング電流 | 250A |
| トーチ角度 | 25° |
| トーチ高さ | 15mm |
| プラズ々ガス | アルゴン+水素 40+10㍑/min. |
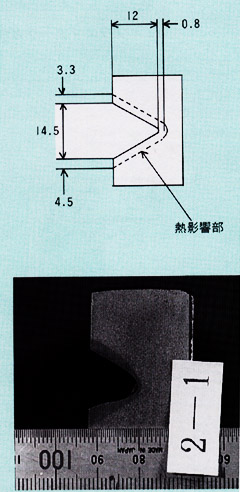
図6
4. 自動プラズマアークガウジング浅と適用例
プラズマアークガウジングは、連続および自動作業に向いていることは前述しましたが、これを達成するにはスタートの容易性の確保、作業中にアーク長を一定に保つこと、ガウジングを実施する開先部に精度良く傲うことが必要です。これらによりガウジング部への狙い精度を保つと同時に、ガウジング幅、深さを一定にし、自動化を達成することができます。●4-1 アークのスタート制御
メインプラズマアークは、まずノズルと電極間に非移行のパイロットアークを発生させ、これにより電極とワーク間にメインプラズマアークを発生させます。パイロットアークの長さは10mm程度ですので、図7に示す如くワーク表面にパイロットアークが届くようにトーチを接近させます。メインプラズマアークに移行すると、直ちにガウジングに適当な距離になるまで引き上げられます。トーチのワークへの接近検知は、リミットスイッチなどによるものでもよいのですが、メインプラズマアークの移行電流検知でも可能です。
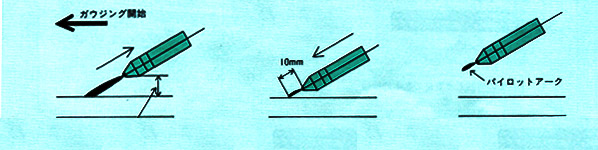
図7
プラズマアークガウジングには、垂下特性(定電流持性)の直流電源が使用されます。アーク長の変化は、アーク電圧変化に比例することが推測できますからトーチ高さに対するプラズマアーク電圧を測定しました。
ガウジンク姿勢は横向きであり、図8に示すようにトーチ移動に伴い母材にトーチを接近させていった場合、および母材からトーチを遠ざけていく場合の各々のアーク電圧を測定しました。結果を図10、図11に示します。電流、速度、ノズル孔径、ガスなどの施工条件は同一です。トーチ高さの変化に比例してアーク電圧が変化しています。
以上の結果から、図9のアーク長制御装置ブロックダイアグラムに示すように、適正ガウジングトーチ位置におけるアーク電圧値を基準値として、これと比較するようにサーボ制御を設定することにより、アーク長制御が可能です。なお精度、応答性については、増幅度、サーボ回路などの調整により設定することが可能でです。
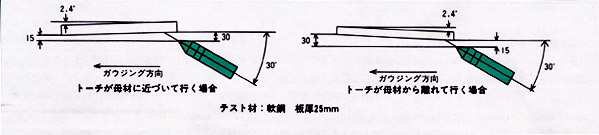
図8
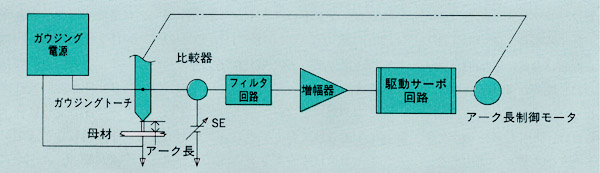
図9
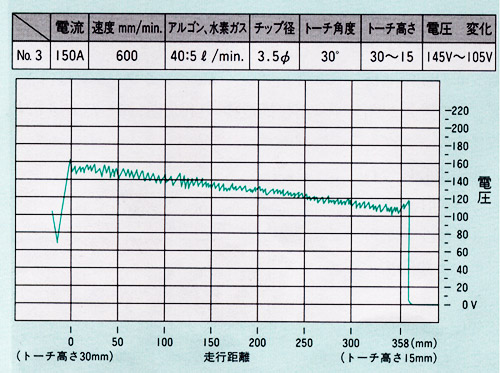
図10
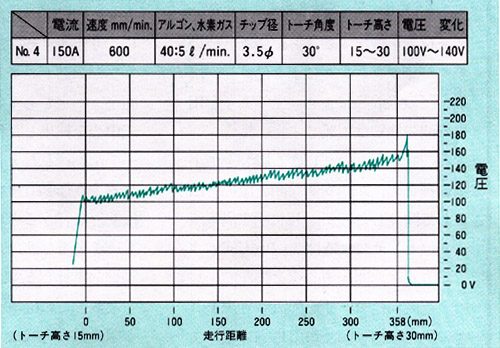
図11
●4-3 開先倣い
備蓄タンクなどの構造物を製造する場合、鋼材にあらかじめⅩ開先、あるいはⅤ開先を形成した後、開先同士を付き合わせ、一方の面から溶接し(表面側溶接)、次に他方の面側から溶接する(裏側溶接)製造方法をとります。裏側溶接を実施する前に裏ハツリを溶接欠陥の防止および開先の整形を目的として実施します。
5. 結言
1)プラズマアークガウジングの施工条件、特に横向きガウジングの施工条件を把握し、外的要因で発生する制御すべき要因を整理しました。2)開始時のアークスタート方式、トーチ高さ変化に伴うアーク電圧変化の明確化により適用が可能になったアーク長制御により、プラズマアークガウジングの自動化が可能となりました。
3)プラズマアークガウジングは、特に溶接構造物の自動化に適した方法です。