技術情報溶接Q&A
F015第二東名・名神高速道路建設と当社の対応
1. はじめに
昭和38年にわが国で最初の高速道路となった名神高速道路の尼崎 - 栗東間71kmが開通した。以後、高速道路建設は全国に拡大し、平成6年には総延長距離が5,000kmを超えるまでになっている。
しかしながら、この間のモータリゼーションの発展はめざましく、全国の幹線道路としての高速道路は、その一部の路線で慢性的な渋滞が深刻となっている。こうした中で、昭和62年に「国土開発幹線自動車道建設法」の一部改正とともに、特に「名神・東名高速道路」においては基幹路線として、社会的役割上、きわめて重要な路線となっていることから、建設省が平成5年11月に「第二東名・名神高速道路建設」の施工命令を日本道路公団に対し発令した。これを受けて、21世紀初頭には十分な機能役割を果たす高速道路として、一部で高架橋建設の現地工事が開始されている。このような現地溶接施工における対応として、すでに数社の橋梁建設会社で当社溶接機器、溶接材料を適用していただいているが、その対応技術について以下に紹介する。
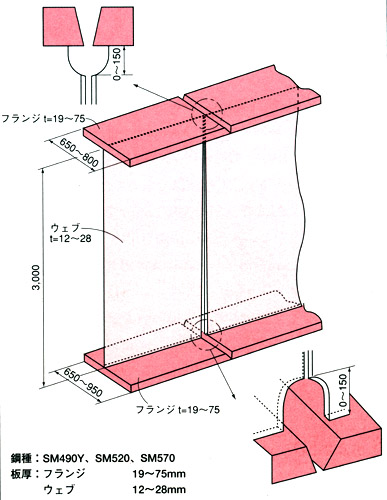
図2 I桁形状及び寸法例
●4-1 上フランジ
上フランジの溶接は、炭酸ガスアーク溶接の下向多層盛片面溶接法(多目的ポータブルロボット、NSロボ・マルチ溶接機使用)を採用した。適用開先形状を図3に示す。ソリッドワイヤとガラステープ付き固形裏当材により、目違いのある継ぎ手にも対応した良好な溶接が可能である。本溶接法の特徴の一つとして、往復溶接を行うことによって溶接能率の向上を図っている。積層溶接条件は、初層の裏波溶接条件と2層目以降最終層(最終パス)までの累層溶接条件とを持ち、板厚、ルートギャップが与えられると、その開先断面積から余盛高さを考慮して最適積層設計を演算で求めて、溶接速度および揺動幅を決定する。また、ビード幅が25mmを超える場合には1層2パス溶接としている。SM-570鋼を用いて板厚50mm、ルートギャップ6mmを溶接した溶接条件例および溶接性能を表2に、横断面マクロを写真1に示す。
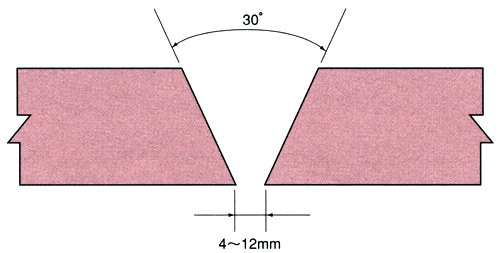
図3
表2

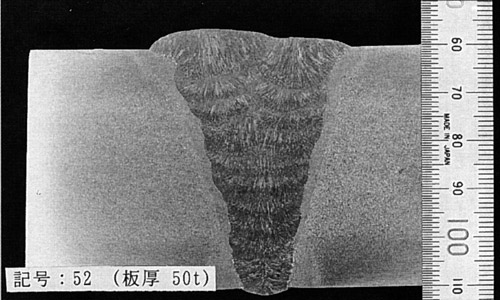
写真1
現場継手として想定される目違いおよび板厚差のあるフランジ継ぎ手に対して、目違い量は、2mm以内で良好な裏ビード、表ビードが得られる。また、ギャップにより多少異なり、広いギャップでは目違い量3mmでも良好な結果が得られる。板厚差のある継ぎ手では、1/5勾配の加工を施し、目違い量2mm以内は良好な結果が得られている。
写真2に横断面マクロを示す。
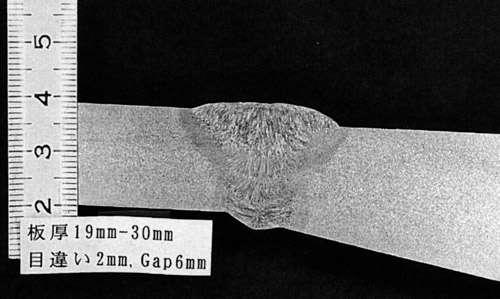
写真2
●4-2 下フランジ
下フランジの溶接は、スカラップ形状により適用溶接法が若干異なる。(溶接機は同じNSロボ・マルチ溶接機を使用)
1)スカラップ高さ150mmの場合
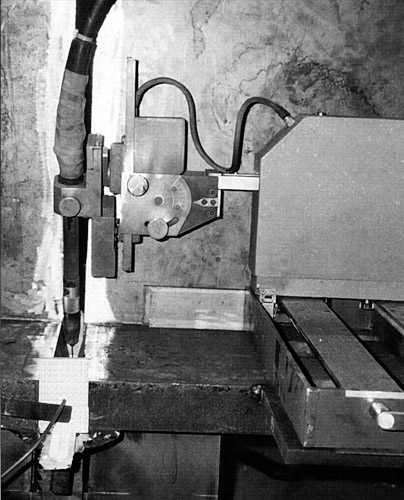
本溶接法の特徴の一つである当社独自の水冷カーブドトーチを用いて、上フランジと同一溶接条件で、スカラップを通過して全線貫通溶接が可能である。写真3にカーブドトーチを示す。
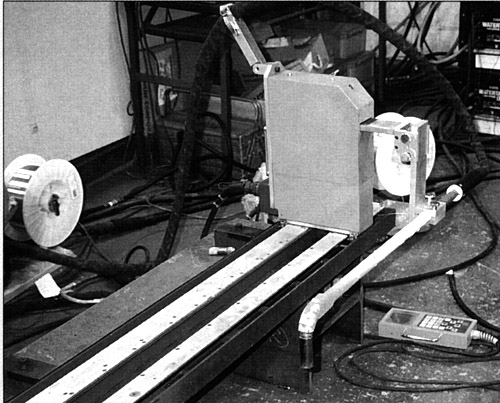
写真3
2)スカラップ50Rの場合
ウェブを挟んで溶接機2台で振り分け溶接とし、ウェブ直下でビード継ぎ溶接を行う。本施工法は、溶接線方向のトーチ首振り機能を持った溶接機の採用によって可能となり、大きな特徴となっている。写真4に溶接状況を示す。
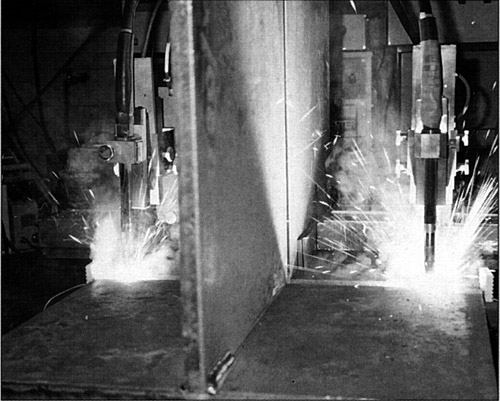
写真4
3)ノンスカラップの場合
上向MAG片面溶接法として、当社独自の電流変化法[PAW法]により、多層盛溶接を行う。
本溶接法は、ソリッドワイヤと固形裏当材により、溶接電流および溶接電圧を周期的に変化させるとともに、その電流変化の周期と揺動動作とを同期させることによって開先面の完全溶込みを確保している。
●4-3 ウェブ
立向エレクトロガスアーク溶接法および炭酸ガスアーク溶接による多層盛溶接法を採用した。(溶接機はVEGA-VB機を使用)
エレクトロガスアーク溶接では、フラックス入りワイヤと固形裏当材により、立向1パス溶接を行う。炭酸ガスアーク溶接では、ソリッドワイヤと固形裏当材により、立向多層盛溶接を行う。エレクトロガスアーク溶接の適用開先形状を図4に、溶接条件例および溶接性能を表3に示す。
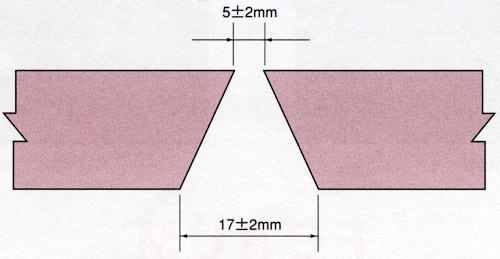
図4
表3

NSロボ・マルチ
ストレートトーチとカーブドトーチとを備え、ストレートトーチ使用時にはトーチ首振り機能によってセラミックタブの適用も可能にしている。
特徴
1)小型軽量で、持ち運びセッテイングが容易である。
2)自動タッチセンシングのデータを基に演算を行い、最適溶接条件を生成する。
3)溶接施工条件の変更、修正、保存ができる。
4)首振り機構により、セラミックタブが使用できる。
5)対話方式により操作が簡単である。
●5-2 ウェブ
「VEGA-VB」は細径フラックス入りワイヤを用いて、薄板から厚板までを立向1パス溶接する高能率エレクトロガスアーク溶接機である。溶接電流検知による自動上昇制御が組み込まれており、作業者の負担を軽減している。
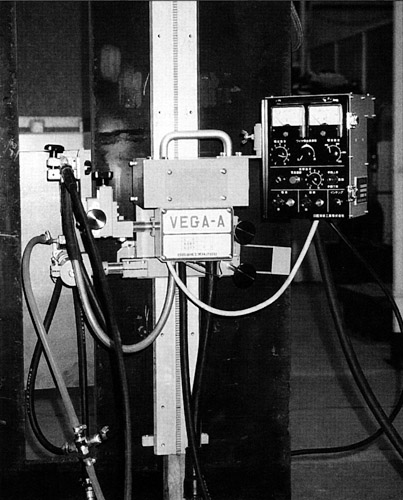
VEGA-VB
しかしながら、この間のモータリゼーションの発展はめざましく、全国の幹線道路としての高速道路は、その一部の路線で慢性的な渋滞が深刻となっている。こうした中で、昭和62年に「国土開発幹線自動車道建設法」の一部改正とともに、特に「名神・東名高速道路」においては基幹路線として、社会的役割上、きわめて重要な路線となっていることから、建設省が平成5年11月に「第二東名・名神高速道路建設」の施工命令を日本道路公団に対し発令した。これを受けて、21世紀初頭には十分な機能役割を果たす高速道路として、一部で高架橋建設の現地工事が開始されている。このような現地溶接施工における対応として、すでに数社の橋梁建設会社で当社溶接機器、溶接材料を適用していただいているが、その対応技術について以下に紹介する。
2. 第二東名・名神高速道路建設の概要
●2-1 工事規模
計画されている第二東名・名神高速道路の道路延長は第二名神が約170km、第二東名が約320kmで、愛知県以西は現名神高速道路より海側、愛知県以東は東名高速道路より山側に計画されている。
この内、橋梁の比率は約40%で、橋梁長さは10%が1,000mを超え、また、その高さも30%が40~100mとなっている。さらに、現高速道路が上下4車線(幅員24.9m)を基本としているのに対し、全線6車線(幅員36.5m)で計画されている。一方、工事区間は34区間に分けられ、鋼材使用量約100万トン、推定溶材使用量2万トンで予算は9兆6,670億円が予定されており、その工期は向こう10年間を目標としている。
●2-2 本建設工事の特徴
本建設工事の最大の特徴は、建設コストの削減を目的とした技術開発が求められていることであり、特に鋼製橋梁に関しては、下記の通りとなっている。
(1)大断面少数桁(主桁本数の削減:従来2車線4~5本 → 3車線3本)の採用。
(2)主桁断面は1部材1断面とし、断面変化は現場継手位置とする。
(3)フランジ断面は上下とも幅を一定とし、板厚のみの断面変化を行う。
(4)主桁の突合せ躯手は全て現場溶接とする。
(5)フランジの最大板厚は75mmを採用。
計画されている第二東名・名神高速道路の道路延長は第二名神が約170km、第二東名が約320kmで、愛知県以西は現名神高速道路より海側、愛知県以東は東名高速道路より山側に計画されている。
この内、橋梁の比率は約40%で、橋梁長さは10%が1,000mを超え、また、その高さも30%が40~100mとなっている。さらに、現高速道路が上下4車線(幅員24.9m)を基本としているのに対し、全線6車線(幅員36.5m)で計画されている。一方、工事区間は34区間に分けられ、鋼材使用量約100万トン、推定溶材使用量2万トンで予算は9兆6,670億円が予定されており、その工期は向こう10年間を目標としている。
●2-2 本建設工事の特徴
本建設工事の最大の特徴は、建設コストの削減を目的とした技術開発が求められていることであり、特に鋼製橋梁に関しては、下記の通りとなっている。
(1)大断面少数桁(主桁本数の削減:従来2車線4~5本 → 3車線3本)の採用。
(2)主桁断面は1部材1断面とし、断面変化は現場継手位置とする。
(3)フランジ断面は上下とも幅を一定とし、板厚のみの断面変化を行う。
(4)主桁の突合せ躯手は全て現場溶接とする。
(5)フランジの最大板厚は75mmを採用。
3. 現場施工のⅠ桁形状
図2 I桁形状及び寸法例
4. 現地施工法の検討
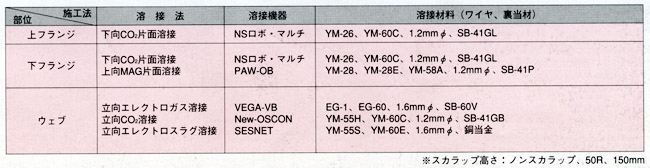
本建設工事の溶接施工法検討に当たり、当社技術をまとめたものが表1である。Ⅰ桁の上ブランジ、ウェブについて溶接姿勢、溶接方法、溶接機器、溶接材料等を記載した。Ⅰ桁の現地溶接法を検討する際、ウェブの上下に設けられるスカラップの形状により適用溶接法が若干異なる。
表1
●4-1 上フランジ
上フランジの溶接は、炭酸ガスアーク溶接の下向多層盛片面溶接法(多目的ポータブルロボット、NSロボ・マルチ溶接機使用)を採用した。適用開先形状を図3に示す。ソリッドワイヤとガラステープ付き固形裏当材により、目違いのある継ぎ手にも対応した良好な溶接が可能である。本溶接法の特徴の一つとして、往復溶接を行うことによって溶接能率の向上を図っている。積層溶接条件は、初層の裏波溶接条件と2層目以降最終層(最終パス)までの累層溶接条件とを持ち、板厚、ルートギャップが与えられると、その開先断面積から余盛高さを考慮して最適積層設計を演算で求めて、溶接速度および揺動幅を決定する。また、ビード幅が25mmを超える場合には1層2パス溶接としている。SM-570鋼を用いて板厚50mm、ルートギャップ6mmを溶接した溶接条件例および溶接性能を表2に、横断面マクロを写真1に示す。
図3
表2
写真1
現場継手として想定される目違いおよび板厚差のあるフランジ継ぎ手に対して、目違い量は、2mm以内で良好な裏ビード、表ビードが得られる。また、ギャップにより多少異なり、広いギャップでは目違い量3mmでも良好な結果が得られる。板厚差のある継ぎ手では、1/5勾配の加工を施し、目違い量2mm以内は良好な結果が得られている。
写真2に横断面マクロを示す。
写真2
●4-2 下フランジ
下フランジの溶接は、スカラップ形状により適用溶接法が若干異なる。(溶接機は同じNSロボ・マルチ溶接機を使用)
1)スカラップ高さ150mmの場合
本溶接法の特徴の一つである当社独自の水冷カーブドトーチを用いて、上フランジと同一溶接条件で、スカラップを通過して全線貫通溶接が可能である。写真3にカーブドトーチを示す。
写真3
2)スカラップ50Rの場合
ウェブを挟んで溶接機2台で振り分け溶接とし、ウェブ直下でビード継ぎ溶接を行う。本施工法は、溶接線方向のトーチ首振り機能を持った溶接機の採用によって可能となり、大きな特徴となっている。写真4に溶接状況を示す。
写真4
3)ノンスカラップの場合
上向MAG片面溶接法として、当社独自の電流変化法[PAW法]により、多層盛溶接を行う。
本溶接法は、ソリッドワイヤと固形裏当材により、溶接電流および溶接電圧を周期的に変化させるとともに、その電流変化の周期と揺動動作とを同期させることによって開先面の完全溶込みを確保している。
●4-3 ウェブ
立向エレクトロガスアーク溶接法および炭酸ガスアーク溶接による多層盛溶接法を採用した。(溶接機はVEGA-VB機を使用)
エレクトロガスアーク溶接では、フラックス入りワイヤと固形裏当材により、立向1パス溶接を行う。炭酸ガスアーク溶接では、ソリッドワイヤと固形裏当材により、立向多層盛溶接を行う。エレクトロガスアーク溶接の適用開先形状を図4に、溶接条件例および溶接性能を表3に示す。
図4
表3
5. 適用溶接機器
●5-1 フランジ
「NSロボ・マルチ」は、鉄骨、橋梁をはじめ造船、建設機器等あらゆる業種に活用できる小型軽量で可搬性に優れ、炭酸ガスアーク溶接におけるソリッドワイヤの下向、横向姿勢の豊富な溶接施工ソフトを持った直交型ポータブルロボットである。
「NSロボ・マルチ」は、鉄骨、橋梁をはじめ造船、建設機器等あらゆる業種に活用できる小型軽量で可搬性に優れ、炭酸ガスアーク溶接におけるソリッドワイヤの下向、横向姿勢の豊富な溶接施工ソフトを持った直交型ポータブルロボットである。
NSロボ・マルチ
ストレートトーチとカーブドトーチとを備え、ストレートトーチ使用時にはトーチ首振り機能によってセラミックタブの適用も可能にしている。
特徴
1)小型軽量で、持ち運びセッテイングが容易である。
2)自動タッチセンシングのデータを基に演算を行い、最適溶接条件を生成する。
3)溶接施工条件の変更、修正、保存ができる。
4)首振り機構により、セラミックタブが使用できる。
5)対話方式により操作が簡単である。
●5-2 ウェブ
「VEGA-VB」は細径フラックス入りワイヤを用いて、薄板から厚板までを立向1パス溶接する高能率エレクトロガスアーク溶接機である。溶接電流検知による自動上昇制御が組み込まれており、作業者の負担を軽減している。
VEGA-VB
特徴
1)細径ワイヤを高速送給することで高能率溶接を実現した。
2)小型軽量である。
3)溶接電流検知による高感度自動上昇制御を採用。
4)溶接電流設定とワイヤ送給速度設定を一元化したことで操作が簡単。
1)細径ワイヤを高速送給することで高能率溶接を実現した。
2)小型軽量である。
3)溶接電流検知による高感度自動上昇制御を採用。
4)溶接電流設定とワイヤ送給速度設定を一元化したことで操作が簡単。
6. おわりに
第二東名・名神高速道路建設における現場溶接の当社対応技術の概要を紹介したが、これらの溶接技術は、溶接材料、溶接機器、施工法の当社総合技術の実用化によって、社会に大きく貢献できるものと確信している。