技術情報溶接Q&A
F016最近のサブマージアーク溶接材料について
1. まえがき
溶接法の中で被覆アーク溶接に次いで古い歴史を持つのがサブマージアーク溶接(略称:SAW、通称:潜弧溶接、ユニオンメルト)です。わが国には1950年頃に導入され、当社では独自に材料開発を行い、30数年の実績を誇っています。SAWは造船・建築などの各種構造物の重要部材には不可欠な溶接法として根強い需要を保っています。図1には国内における溶材別の出荷推移を示しますが、ザブマージアーク溶接材料はここ数年11~12%の割合でぼぼ横這いとなっています。ここでは、SAWの簡単な説明と近年、当社で開発されたザブマージアーク溶接材料、施工方法の紹介を行います。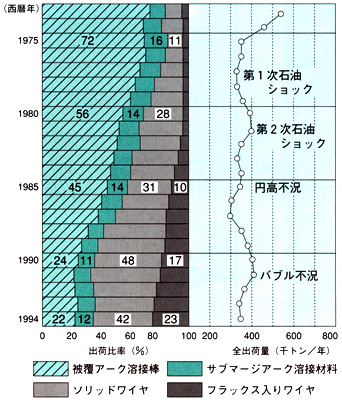
図1
2. サブマージアーク溶接法の概略
●2.1 SAWの原理サブマージアーク溶接は図2に示すように母材上にあらかじめ散布された粉粒状のフラックス中に電極ワイヤを送り込み、この先端と母材との間にアークを発生させて溶接を連続的に行う溶接法です。溶接アークはフラックスに覆われて直接見えないので、この名称がつけられました。
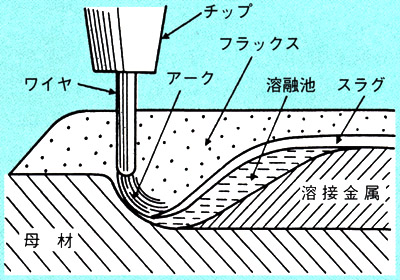
図2
●2.2 特徴
(1)長所
①大電流・高電流密度溶接が行え、非常に高能率である。特に2本以上の電極を用いる多電極SAWの採用により、ますます高速化・高能率化している。(図3)
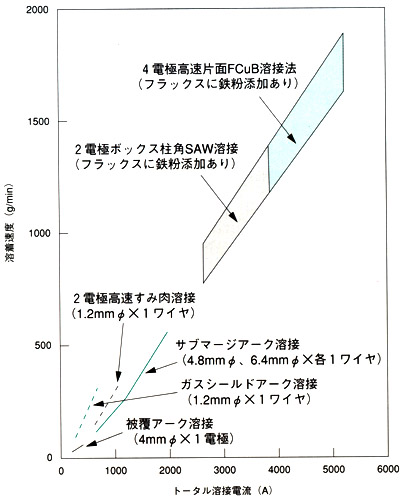
図3
(2)短所
①装置が大掛かりでイニシャルコストが高い。
②フラックスの散布、スラグの除去の手間がかかる。
③溶込みが一般に大きいので、母材の組成などによって溶接金属の諸性質が大きく左右されやすい。
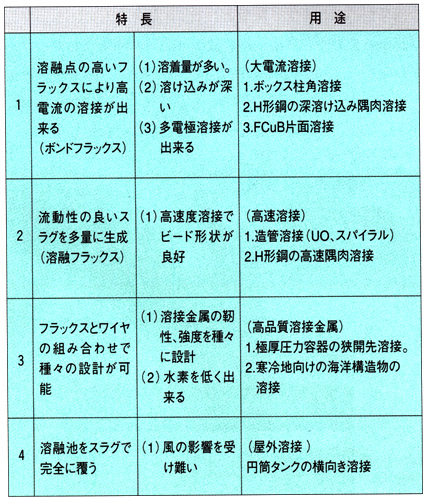
これらの特徴を踏まえて表1に示す用途があげられます。
表1
●2.3 フラックスの種類
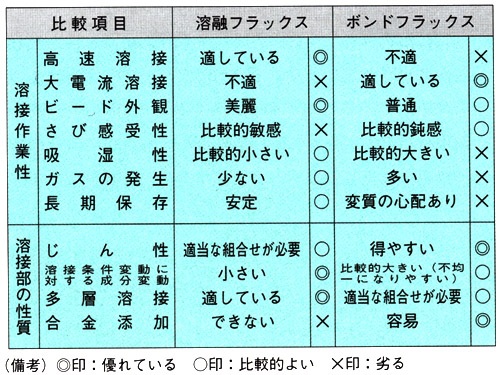
フラックスはその製造法により、主として溶融タイプとボンドタイプに分けられます。溶融フラックスは最も一般に用いられており、ボンドフラックスは大入熱などの特定の用途に使用されます。表2にその比較を示します。
表2
●2.4 ワイヤの種類
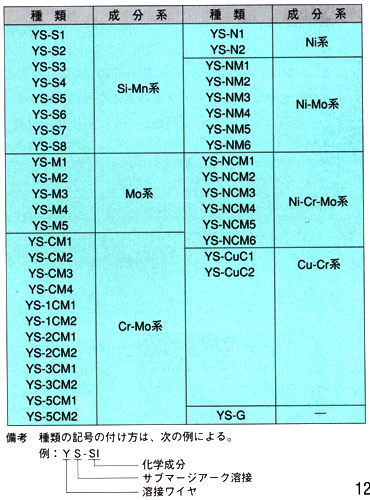
溶着金属に必要な合金元素についてはワイヤ、フラックスのいずれからも添加することができます。その一例として炭素鋼および低合金鋼(高張力鋼、耐候性鋼他)溶接に使用するワイヤを表3に示します。
表3
3. サブマージアーク溶接の適用例
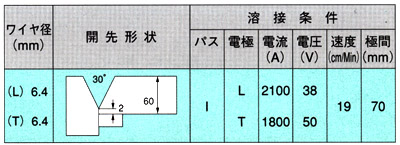
●3.1 建築のボックス柱角溶接ビルの高層化、大型化に伴う極厚のボックス柱の需要は未だに後をたちません。図4にはボックス柱の基本構造を示します。この角溶接には大電流・高溶着溶接法である2電極サブマージアーク1パス溶接が多用されています。
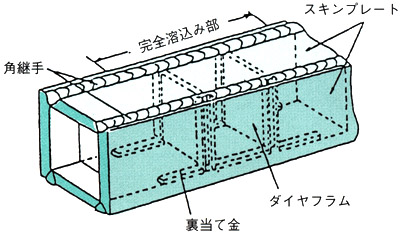
図4
表4
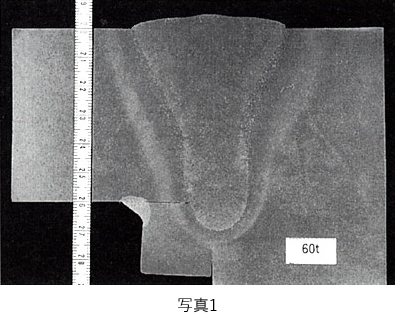
●3.2 ビルトHの深溶込みすみ肉溶接
ビルトH鋼についても厚肉化の傾向にあり、大入熱SAWが用いられ、フラックスとしては高耐火性のボンドタイプが主流となっています。しかし、設備面で大容量電源が必要なこと、必要以上の溶着量となり、脚長が過大傾向になること、止端のなじみがメルトタイプより劣るなどの問題があります。当社は、そうした諸問題を一挙に解決する材料としてNF-900S×Y-Dを開発しました。安価なメルトフラックスを用いてワイヤ、フラックスの消費量が少ない経済的な効果が得られます。特徴としては
①開先なしで、ウェブ板厚25mmまでの完全溶込み溶接が可能。
②開先なしで、ウェブ板厚19~40mmまでの所要のど厚を確保した1パス溶接が可能。
表5に溶接条件例を、写真3にはその断面マクロ、図5に従来品との溶材消費量の比較をそれぞれ示します。
表5
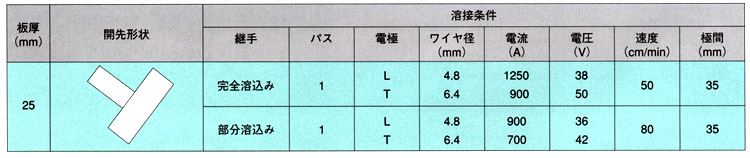
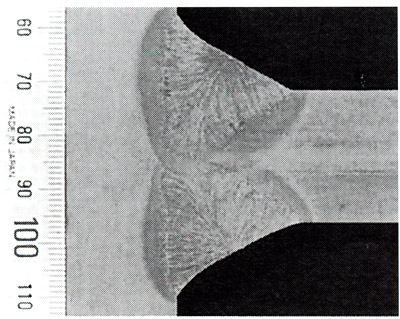
写真3
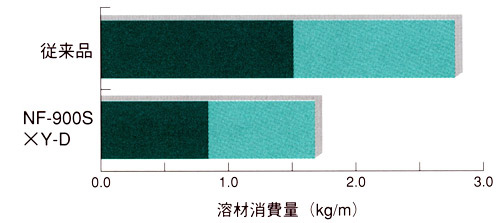
図5
●3.3 造船大板継ぎの4電極片面溶接(NH-HISAW法)
国内の主要造船所では、過去20数年にわたりブロックパネルの大板継ぎ溶接にはフラックス銅バッキング(FCuB)片面SAWを適用した流れ作業を行っています。最近、海洋の油汚染防止のため、タンカーの二重壁構造の法制化に対応できるように、さらなる高能率化が必要となってきています。当社ではこの需要にいち早く対応し、日立造船(株)と新日本製鐵(株)とでNH-HISAW法を開発しました。4電極を用いる本法の概念図を図6に示します。第1、2電極で十分な溶込み探さを確保して裏ビードを形成するとともに第3、4電極でアンダーカットのない余盛を確保した表ビードが得られます。特徴としては

図6
①従来法と比べて2倍以上の溶接速度が得られる。
②溶接金属の組織が細粒化され、じん性が良好である。
③溶接の変形が半減する、などがあります。
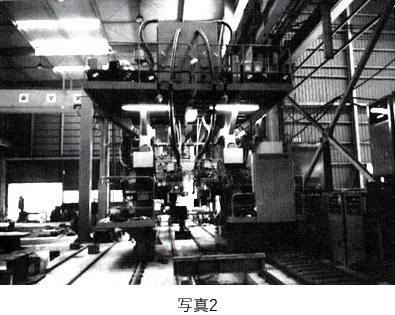
写真4にビード外観と断面マクロを、図7に従来法との溶接速度の比較を、表6には鋼種別の推奨材料をそれぞれ示します。また、写真5にはNH-HISAWの装置を示します。

写真4
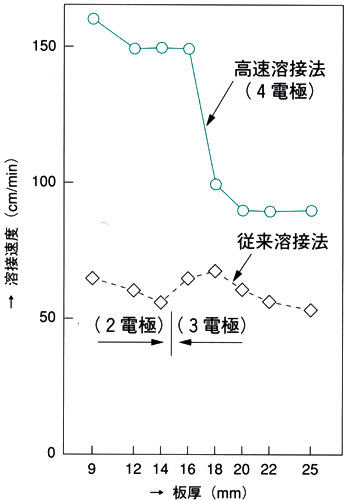
図7
表6

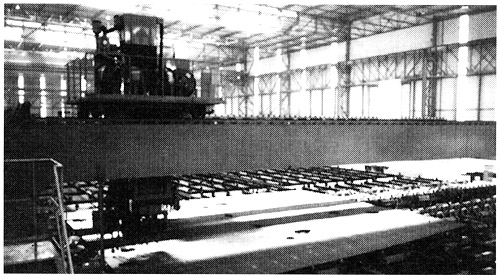
写真5
天然ガスは、石油に比べ環境汚染の問題がなく無公害なクリーンエネルギーとして発電用燃料や都市ガスなどに消費され、その比率はますます増加傾向にあります。このLNGガスを液化貯蔵するためのタンク容量は大型化し、使用する9%N鋼も極厚化の傾向となっています。図8のような地上タンクの溶接にも、当社SAW材料が国内で先駆けて採用され幾多の実績を有しています。これには表7に示すハステロイ系ワイヤ(NITTETSU FILLER 196)とボンドフラックスNITTETSU FLUX 10H(横向用)、NITTETSU FLUX 10(下向用)が採用されています。
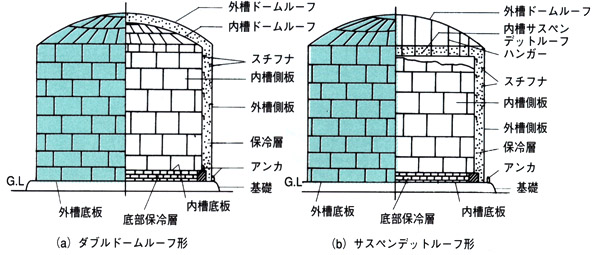
図8
表7

●3.5 その世分野のSAW
(1)圧力容器
原子炉格納容器、石油精製塔には古くからSAWが採用されています。特に極厚鋼には狭開先SAW(サブナップ法)が開発され、当社でもスラグ剥離性に優れたフラックス(NF-1、NF-250)、NB-250Mなど)が多くの需要家で使用されています。図9の加圧流動床ボイラーには新しく開発した横向SAW材料(NB-220xY-70M)が採用されました。
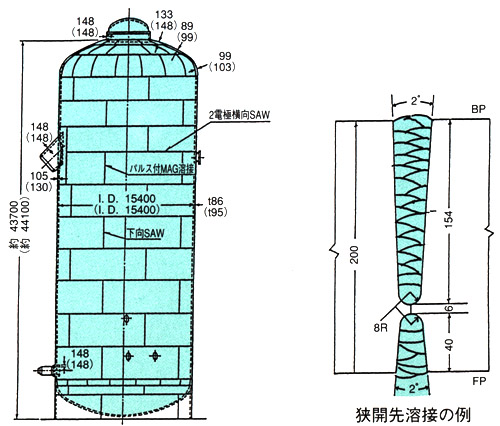
図9
橋梁にはすみ肉用として止端のなじみの良い軽石状フラックスYF-800が広く用いられています。また図10の鋼床阪の溶接にはバッキング材SB-51がフラックス(YF-15A)、ワイヤ(Y-D)、カットワイヤ(YK-C)と組み合わせて使用されています。明石海峡大橋では予熱低減型の780N/mm²鋼に合わせ、極低水素のボンドフラックスNB-250Hが採用されました。
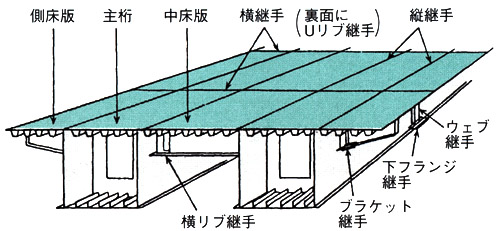
図10
(3)海洋構造物
国内では一時下火であった海洋構造物の工事が息を吹き返しつつあります。写真6には石油掘削リグのラック部の狭開先溶接を示します。鋼材は780N/mm²鋼で溶材はフラックスNB-250HとワイヤY-80Mです。また、サハリンプロジェクトなどに合わせた溶材開発も急務となっています。
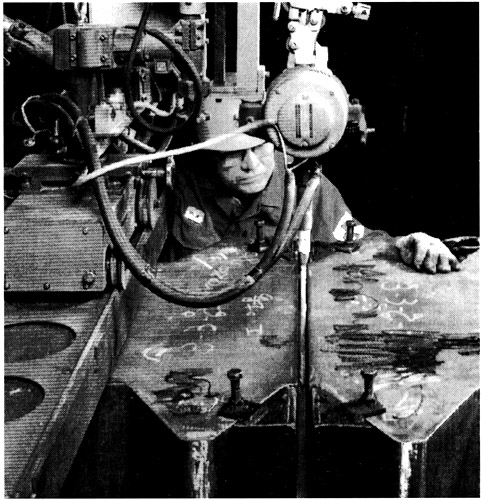
写真6
(4)造管・ペンストック
各種鋼管の製作ではSAWはメインのプロセスとなっています。写真7にはスパイラル鋼管の例を示します。UO造管では高速性の良い専用のメルトフラックスが使用されています。導水管(ペンストック)分野では超高張力950N/mm²鋼の実用化が進むものと思われます。
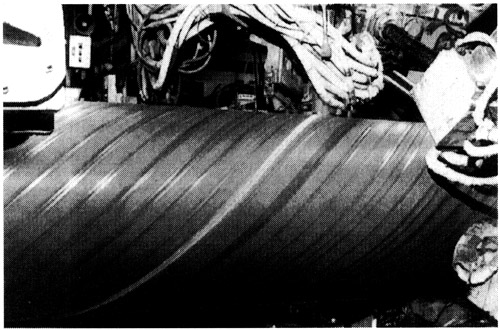
写真7
(5)フラックスの再利用
一部メルトフラックスではスラグを回収して再利用することができます。今後の省資源化傾向は、さらに進むものと思われます。