技術情報溶接Q&A
F017建築構造用高性能590N/mm²鋼材とその溶接材料について
1. はじめに
建築鉄骨の需要量はバブル経済崩壊後、大幅に減少しましたが、平成8年度の鋼材使用量は年間1,000万トン台となり、回復基調にあります。建築用鋼材については、新耐震設計法で求められている鉄骨構造の耐震性能を確保するため、1.塑性変形能力確保のための降伏比上限の規定
2.板厚方向の絞り値の規定
3.溶接性を考慮したCeq、P、Sの成分規定
など、建築特有の性能を規定したJIS G 3136「建築構造用圧延鋼材(SN材)」が平成6年に制定され、建築用途に利用されています。
また、一部の超高層建築物や大スパン建築物においては、発生する応力が大きくなり、建築鋼材用として主に使用されている490N/mm²級の鋼材では過大な板厚となって、加工、溶接施工上の負荷が大きくなるという問題があります。このような用途には、すでに数年前から590N/mm²級の高張力鋼が一部の超高層建築物に使用されてきており、最近物件数も増加しています。
以下に、高性能590N/mm²鋼材とその溶接材料および溶接施工についてご紹介します。
2. 建築構造用高性能590N/mm²鋼材
昭和63年度から平成4年度の5ヵ年間にわたり、建設省の総合技術開発プロジェクト「建設事業への新素材・新材料利用技術の開発」が行われ、その一環として、引張強さ590N/mm²級高性能鋼の研究開発が社団法人鋼材倶楽部内に設けられた「高性能鋼利用技術小委員会」において行われました。その技術開発成果として平成8年6月には「建築構造用高性能590N/mm²鋼材(SA 440)設計・溶接施工指針」がまとめられています。また、平成8年9月には各高炉メーカーにより建設大臣材料一般認定が取得されています。高性能590N/mm²鋼材の機械的性質および化学成分に関する規格を表1に示します。高性能590N/mm²鋼材は最新の製鉄工業技術をフルに活用し、建築構造用鋼材として望まれる性能を最大限に盛り込んだ形となっています。機械的性質では、降伏比の上限、降伏点の上下限、シャルピー吸収エネルギーの規定が設けられています。調質鋼となる590N/mm²級の鋼材では、従来降伏比が85%以上と高くなるのが一般的でしたが、SA 440の降伏比はこ相域での熱処理を行うことにより80%以下の規定を満足できるようになっています。降伏点の上下限の範囲は100N/mm²であり、SN材の120N/mm²より小さいため、降伏点のバラツキも少なくなっています。化学成分ではP、Sの不純物元素をできるだけ少なくするとともに、炭素当量(Ceq)、溶接割れ感受性組成(Pcm)を抑え、溶接施工性を重視したものとなっています。
表1 高性能590N/mm²鋼材の規格
(1)化学成分(単位:%)
(1)化学成分(単位:%)
| 種類 | 板厚 (mm) |
C | Si | Mn | P | S | Ceq | Pcm |
| SA440B | 19以上 100以下 |
0.18以下 | 0.55以下 | 1.60以下 | 0.030以下 | 0.008以下 | 0.47(0.44)以下 | 0.30(0.28)以下 |
| SA440C | 0.020以下 |
*Ceq、Pcmは、板厚19以上40以下の場合カッコ内、40超100以下の場合、カッコ外の値以下とする。
(2)機械的性質
| 種類 | 板厚 (mm) |
降伏点または耐力 (N/mm²) |
引張強さ (N/mm²) |
降伏比 (%) |
伸び (%) |
吸収エネルギー [0℃](J) |
Z絞り(%) |
| SA440B | 19以上 100以下 |
440以上 540以下 |
590以上 740以下 |
80以下 | 20(26)以上 | 47以上 | - |
| SA440C | 25以上 |
*伸びは、板厚19以上の場合カッコ内5号試験片、20超の場合カッコ外4号試験片の値以上とする。
3. 高性能590N/mm²鋼用溶接材料
(社)鋼材倶楽部の高性能鋼利用技術小委員会がまとめた「建築構造用高性能590N/mm²鋼材(SA440)設計・溶接施工指針」によれば、溶接材料は引張強さ590N/mm²以上、降伏耐力440N/mm²以上の溶接金属性能を満足し、表2に示すようにJIS規格品の中からその品質区分および種類のものを選定することを規定しています。JIS規格品の中には、引張強さが570N/mm²以上と規格保証値が要求性能より小さいものがありますが、これについてはJIS認定取得の溶接材料メーカーにより、引張強さが590N/mm²以上であることを保証された溶接材料、または要求性能が満たされることを確認の上、使用できるとしています。また、エレクトロスラグ溶接のようにJIS規格のないものについては、施工要領書に基づく確認試験を実施し、承認を得なければならないとしています。表2 溶接材料の適用区分
| 接続方法 | 溶接材料規格および関連規格 | 品種区分および種類 |
| 被覆アーク溶接 | JIS Z 3212 高張力鋼用被覆アーク溶接棒 |
D5816、D5826 |
| D6216、D6226 | ||
| ガスシールド アーク溶接 |
JIS Z 3312 軟鋼および高張力鋼用マグ溶接ソリッドワイヤ |
YGW21、YGW22 *1 |
| YGW23、YGW24 *2 | ||
| JIS Z 3313 軟鋼、高張力鋼および低温用鋼用アーク溶接フラックス入り ワイヤ |
YFW-C60EX、YFW-C60FX、 YFW-C602X *1 |
|
| YFW-A60EX、YFW-A60FX、 YFW-A602X *2 |
||
| サブマージ アーク溶接 |
JIS Z 3183 炭素鋼および低合金鋼用 サブマージアーク溶着金属の 品質区分および試験方法 |
S581-H、S582-H S583-H、 S584-H |
| S621-HX、S622-HX *3 S623-HX、S624-HX |
*1 炭酸ガス用ワイヤ *2 アルゴン一炭酸ガスの混合ガス用ワイヤ *3 Xは溶着金属の化学成分を示し、4種類に分類される
当社の高性能590N/mm²鋼用溶接材料一覧を表3に示します。いずれの溶接材料も高性能590N/mm²鋼用として降伏耐力、引張強さおよびじん性規格を十分満足するものです。特に、490N/mm²鋼用とは異なり、溶接金属の強度およびじん性確保のため、Mo等が若干添加された成分系となっています。
表3 高性能590N/mm²鋼用 ニッテツ溶接材料
| 被覆アーク溶接棒 | ガスシールドワイヤ | サブマージアーク溶接材料 | SESNET用ワイヤ |
| L-60 | YM-60C YM-60A |
NF-1 x Y-DM NSH-60 x Y-DL NSH-60S x Y-DM3 |
YM-55S YM-60E |
4. 溶接施工指針
溶接施工については前掲の「建築構造用高性能590N/mm²鋼材設計・溶接施工指針」に詳細が記載されています。ここではその概要について紹介します。(1)予熱
初層溶接時の予熱温度の一般的目安としては表4に示す内容になっていますが、実際の予熱温度の設定に当たっては、実施工に使用する鋼材、溶接材料を用いて、y形溶接割れ試験(JIS Z 3158)による確認実験を実施することが望ましいとあります。なお、PwおよびCENによる予熱推定方法も紹介しています。また、組立溶接(仮付け溶接)、補修溶接の予熱は表4より25℃高い温度、ボックス柱角継手大入熱溶接は鋼中介在物の地鉄間の開口を防止するための予熱温度および溶接施工管理項目についても解説されています。
表4 本溶接における一般的な予熱温度
| 溶接法 | 板厚 t(mm) | ||
| 19≦t≦50 | 50<t≦75 | 75<t≦100 | |
| 被覆アーク溶接 | 100℃以上 | 100℃以上 | 125℃以上 |
| CO₂ アーク溶接 | 60℃以上 | 80℃以上 | 100℃以上 |
| サブマージアーク溶接 | 60℃以上 | 80℃以上 | 100℃以上 |
| エレクトロスラグ溶接 | - | - | - |
パス間温度は、200℃以下になることを目安に作業しなければならない
(2)溶接入熱
表5に示すように溶接部位と溶接方法に応じて最大溶接入熱を設定しています。
最大溶接入熱
| 溶接部位 | 溶接法 | 入熱量(kj/cm) |
| BOX角継手 | ガスシールドアーク溶接 | ≦400 |
| ガスシールドアーク溶接 | ≦70 | |
| ダイアフラム | エレクトロスラグ溶接 | ≦1000 |
| ガスシールドアーク溶接 | ≦40 | |
| 仕口 | ガスシールドアーク溶接 | ≦40 |
| 突合せ | サブマージアーク溶接 | ≦200 |
| すみ肉 | ガスシールドアーク溶接 | ≦40 |
(3)パス間温度
パス間温度は、250℃以下になることを目安に作業しなければならないとしています。
5. 実施工の一例
最近の高性能590N/mm²鋼材使用物件例を表6に示します。高性能590N/mm²鋼材は主として、柱材に使用されています。従来、超高層建築物の柱形状は、ボックス柱が主体でしたが、最近では極厚ビルトアップH柱も採用されています。溶接継手としては、ボックス柱の角溶接、ダイアフラム溶接、ビルトアップH柱のすみ肉溶接、柱・梁の仕口溶接、その他の突合せや、すみ肉溶接などの継手があります。
表6 最近の高性能590N/mm²鋼材適用物件例
| 物件名 | 規模 | 590N/mm²鋼の使用状況 | |
| 使用部材 | 最大板厚mm | ||
| JR東日本・本社ビル | 28F/B4 68千m² | ボックス柱梁 | 80 60 |
| 大阪国際会議場 | 13F/B3 67千m² | H柱 | 80 |
| 新中央合同庁舎2号館 | 23F/B3 229千m² | ボックス柱 | 70 |
| 日本都市センタービル | 22F/B2 33千m² | ボックス柱梁 | 60 |
これら継手の中でも最も重視される柱・梁の仕口部についてはガスシールドアーク溶接のソリッドワイヤがおもに用いられています。590N/mm²鋼材用溶材は、Mo等の添加により、強度およびじん性とも、安定した性能が得られると考えられます。
柱材の溶接法は、長尺となるため、サブマージアーク溶接(以下、SAW)が主体となります。しかし、鋼材の入熱制限や溶接金属の性能確保のため1パス溶接は難しく、通常、下記の2種類の方法で施工されています。
1.CO₂下盛+SAW 1層溶接
2.SAW多層溶接
これらの施工例を表7に示します。
表7 最近の高性能590N/mm²鋼材柱溶接施工例
| 適用 物件 |
適用 部材 |
施工法 | 板厚 | 開先形状 および 積層法 |
溶接法 | 溶接材料 | 溶接条件 | |||||
| 電極 | 線径 (mm) |
電流(A) | 電圧(V) | 速度 (cm/min) |
入熱 (KJ/cm) |
|||||||
| 大 阪 国 際 会 議 場 |
B H 柱 |
CO₂ 下盛 + SAW 多層盛 |
80 mm |
 |
CO₂ SAW |
YM-55H | - | 1.2 | 230~320 | 23~40 | 15~50 25~70 |
15~30 30~120 |
| NSH-60× Y-DL |
L | 4.8 | 600~1100 | 30~38 | ||||||||
| T | 4.8 | 600~1000 | 34~46 | |||||||||
| JR 東 日 本 本 社 ビ ル |
ボ ッ ク ス 柱 |
CO₂ 下盛 + SAW 多層盛 |
80 mm |
 |
CO₂ SAW |
YM-60C | - | 1.6 | 300~400 | 26~45 | 15~50 20~30 |
25~70 200~400 |
| NSH-60S × Y-DM3 |
L | 6.4 | 1200~1600 | 35~44 | ||||||||
| T | 6.4 | 1000~1500 | 38~46 | |||||||||
| SAW 多層盛 |
80 mm |
 |
SAW | NSH-60 × Y-DL |
L | 6.4 | 800~1200 | 30~38 | 25~60 | 50~200 | ||
| T | 6.4 | 800~1100 | 34~48 | |||||||||
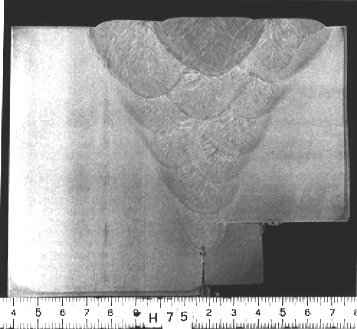
ボックス柱角継手SAW多層盛溶接部のマクロ写真(板厚80mm)
6. おわりに
建築鋼材用溶接材料については、加工業者の施工条件および建築に具備される要求品質に対する性能確保が要求されています。今後ともそれらの要求に、よりマッチした溶接材料の供給に尽力したいと考えておりますので、よろしくお願いいたします。<参考資料>
1)「建築構造用高性能590N/mm²鋼材(SA 440)設計・施工指針、(社)鋼材倶楽部高性能鋼利用技術小委員会 1996年6月
◇鋼材倶楽部による高性能590N/mm²鋼用溶接材料
各製品の諸元、特長
●被覆アーク溶接棒
・L-60
諸元
| 適用区分 | 銘柄 | 規格 | 成分系 | 最大入熱量 |
| 一般 | L-60 | JIS Z 3212 D5816 |
0.7Ni-0.2Mo | ≦45kJ/cm |
・極低水素系全姿勢溶接棒
・耐吸湿性良好
・耐割れ性、作業性、X線性能、機械的性質などのバランスが良い
機械的性質
| σY(N/mm²) | σB(N/mm²) | EI(%) | vET | |
| (℃) | (J) | |||
| 540 | 640 | 29 | -10 | 180 |
・YM-60C
諸元
| 適用区分 | 銘柄 | 規格 | 成分系 | 最大入熱量 |
| 一般 CO₂用 |
YM-60C | JIS Z 3312 YGW21 | 0.4Mo | 下向 ≦25kJ/cm |
| 立向 ≦50kJ/cm |
・大電流域でもアークが安定
・スパッタが少なく、溶接作業性良好
・溶着速度が早く、溶込みも深い
機械的性質
| σY(N/mm²) | σB(N/mm²) | EI(%) | vET | |
| (℃) | (J) | |||
| 590 | 660 | 30 | -5 | 230 |
・YM-60A
諸元
| 適用区分 | 銘柄 | 規格 | 成分系 | 最大入熱量 |
| 一般 Ar-CO₂用 |
YM-60A | JIS Z 3312 YGW23 | 0.4Mo | 下向 ≦25kJ/cm |
| 立向 ≦50kJ/cm |
・大電流から小電流の大入熱立向溶接に適する
・機械性能、耐割れ性に優れる
機械的性質
| σY(N/mm²) | σB(N/mm²) | EI(%) | vET | |
| (℃) | (J) | |||
| 580 | 650 | 30 | -10 | 210 |
・NF-1 x Y-DM
諸元
| 適用区分 | 銘柄 | 規格 | 成分系 | 最大入熱量 |
| 角継手 多層溶接用 |
NF-1 x Y-DM | JIS Z 3183 S624-H4 | 0.5Mo | ≦70kJ/cm |
・開先内のスラグ剥離が極めて優れる
・耐吸湿性良好
・良好な作業性と機械性質が得られる
機械的性質
| σY(N/mm²) | σB(N/mm²) | EI(%) | vET | |
| (℃) | (J) | |||
| 560 | 610 | 29 | 0 | 180 |
諸元
| 適用区分 | 銘柄 | 規格 | 成分系 | 最大入熱量 |
| 多層溶接用 | NSH-60 x Y-DL | JIS Z 3183 S582-H4 |
2.0Mn-Ti-B | ≦200kJ/cm |
・大入熱溶接においても開先内のスラグ剥離が優れる
・耐高温割れ性良好
・良好な作業性と機械性能が得られる
機械的性質
| σY(N/mm²) | σB(N/mm²) | EI(%) | vET | |
| (℃) | (J) | |||
| 510 | 620 | 27 | 0 | 110 |
諸元
| 適用区分 | 銘柄 | 規格 | 成分系 | 最大入熱量 |
| 角継手 1ラン溶接用 |
NSH-60S x Y-DM3 |
JIS Z 3183 S582-H4 |
0.2Mo-Ti-B | ≦400kJ/cm |
・大入熱溶接において、良好な機械性能およびビード形状が得られる
機械的性質
| σY(N/mm²) | σB(N/mm²) | EI(%) | vET | |
| (℃) | (J) | |||
| 470 | 620 | 27 | 0 | 90 |
・YM-55S
諸元
| 適用区分 | 銘柄 | 成分系 | 最大入熱量 |
| 490N/mm² ダイヤフラム |
YM-55S | 0.3Mo | ≦1000kJ/cm |
・大入熱溶接において、良好な機械性能およびビード形状が得られる。
機械的性質
| σY(N/mm²) | σB(N/mm²) | EI(%) | vET | |
| (℃) | (J) | |||
| 380 | 550 | 29 | 0 | 40 |
諸元
| 適用区分 | 銘柄 | 成分系 | 最大入熱量 |
| 590N/mm² ダイヤフラム |
YM-60E | 2.0Ni-0.5Mo | ≦1000kJ/cm |
・YM-60Eは590N/mm²鋼用SESNETワイヤです。1または2電極溶接に使用し、十分な強度及びじん性が得られます。
機械的性質
| σY(N/mm²) | σB(N/mm²) | EI(%) | vET | |
| (℃) | (J) | |||
| 460 | 690 | 23 | 0 | 120 |