技術情報溶接Q&A
F020建設用高能率サブマージアーク溶接材料について
サブマージアーク溶接は、ボックス柱の角溶接や十字柱、H柱、梁のすみ肉溶接のビルトアップなど、溶接長の長い施工物に適用され、溶接施工能率向上を図るため、大電流のサブマージアーク溶接の大入熱溶接が適用されていますが、阪神・淡路大震災以降、その溶接継手の品質はより厳しくなる方向にあります。この溶接継手の品質向上と高能率溶接の相反する課題を満足するため、当社では、従来より低電流、高速度、低入熱でしかも高能率なSAW溶接施工方法を各種開発しています。
以下に、鉄骨の高能率SAW溶接施工法およびその溶接材料について紹介します。
1. 建設用ニッテツサブマージアーク溶接材料
当社の建築向けサブマージアーク溶接材料を表1に示します。このうち、高能率な溶接施工が可能なサブマージアーク溶接材料NF-900SxY-D、NSH-52(M)×Y-A(L)、NSH-53ZxY-DLについて、その性能をご紹介します。
2. ビルトH開先加工なし深溶込み下向すみ肉溶接用 NF-900S
ビルトH鋼についても厚肉化の傾向にあり、大入熱SAWが用いられ、フラックスとしては高耐火性のボンドフラックスが主流となっています。しかし、設備面で大容量電源が必要なこと、溶着量が大きいため脚長が過大傾向になること、止端のなじみがメルトフラックスに比べて劣る、などの問題がありました。NF-900Sはこれらの問題を一挙に解決するべく開発したフラックスです。
NF-900Sは、メルトタイフのフラックスで、溶込みが深く、板厚32mmまでの開先加工なし完全溶込みすみ肉溶接が低電流、高速度で施工できます。また、板厚19~50mm程度の部分溶込み溶接においても、開先加工なしで低電流、高速条件で所要の溶込みと、のど厚を確保できます。
特長
1.開先加工なしで、ウェブ板厚32mmまでの完全溶込み溶接が可能です。(写真1)
2.開先加工なしで、ウェブ板厚19~50mmの所要溶込みと、のど厚を確保した1パス溶接が可能です。
3.フラックスの溶込みが深く、低電流で溶接でき、しかも高速度溶接が可能なので、その結果、過大脚長を防止できます。
4.溶材消費量が少なく、経済的です。(図1)
5.Y-Dとの組合せにより、JIS Z3183S502-Hを溝足します。
6.Y-D・FRとの組合せにより、490N/mm²級FR鋼BHは、開先加工なし深溶込み溶接が可能です。
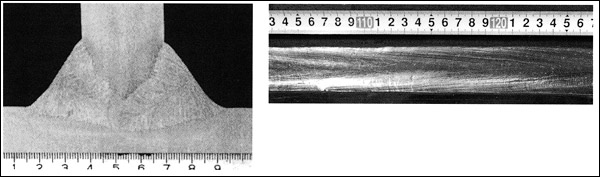
写真1
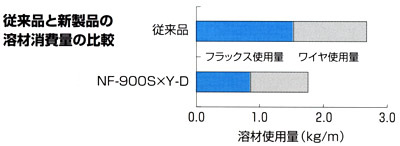
図1
表2 NF-900Sの諸元

表3 溶着金属の機械的性質の一例
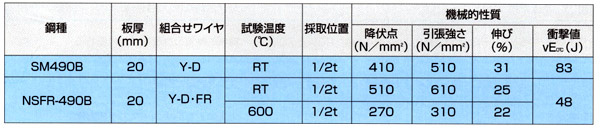
表3 溶着金属の機械的性質の一例
3. 極厚ビルトHの開先加工あり高能率下向すみ肉溶接用 NSH-52(M)
従来の厚肉、極厚ビルトH柱の継手部は、柱梁接合部と一般部とからなり、板厚方向に引張応力が強く働く柱梁接合部は、板厚中央部にルートフェース2mmを残した両面等開先による部分溶込み開先、また一般部は開先深さ1/3t(t=板厚)のすみ肉開先ないし開先深さ2√tの部分溶込み開先にて施工されます。
従って、ボックス柱角継手と同様、同一溶接線上に異なった2種類の開先があることになります。ボックス柱角継手の場合、板厚60mm程度までは開先形状の異なった柱梁接合部と一般部を連続で(アークを切らずに)SAW溶接可能ですが、ビルトHの場合はビード止端形状、アンダカットの点から連続溶接は困難となります。従って、場合によっては柱梁接合部はCO₂下盛溶接を行ない、一般部と形状を揃えた後、サブマージアーク溶接を行なう方法、あるいは柱梁接合部と一般部の開先形状を同一にして、同一条件で溶接する方法がとられています。NSH-52(M)極厚ピルトHの少層盛溶接用の鉄粉を含有したボンドフラックスで、Y-A(L)との組合せで軟鋼及び490N/mm²級高張力鋼の大電流溶接で良好な溶接作業性と良好な耐割れ性が得られます。
特長
1.高能率溶接が可能です。
(a)ウェブ板厚60mmまでは片側SAW2パスで、裏はつりなしで完全溶込み溶接することが可能です。
(b)ウェブ板厚80mmまではCO₂下盛りを行い、カットワイヤYK-Cを併用して片側SAW1パスで仕上げることが可能です。
2.優れたスラグ剥離性と良好なビード外観が得られます。
3.耐高温割れ性に優れています。
従って、ボックス柱角継手と同様、同一溶接線上に異なった2種類の開先があることになります。ボックス柱角継手の場合、板厚60mm程度までは開先形状の異なった柱梁接合部と一般部を連続で(アークを切らずに)SAW溶接可能ですが、ビルトHの場合はビード止端形状、アンダカットの点から連続溶接は困難となります。従って、場合によっては柱梁接合部はCO₂下盛溶接を行ない、一般部と形状を揃えた後、サブマージアーク溶接を行なう方法、あるいは柱梁接合部と一般部の開先形状を同一にして、同一条件で溶接する方法がとられています。NSH-52(M)極厚ピルトHの少層盛溶接用の鉄粉を含有したボンドフラックスで、Y-A(L)との組合せで軟鋼及び490N/mm²級高張力鋼の大電流溶接で良好な溶接作業性と良好な耐割れ性が得られます。
特長
1.高能率溶接が可能です。
(a)ウェブ板厚60mmまでは片側SAW2パスで、裏はつりなしで完全溶込み溶接することが可能です。
(b)ウェブ板厚80mmまではCO₂下盛りを行い、カットワイヤYK-Cを併用して片側SAW1パスで仕上げることが可能です。
2.優れたスラグ剥離性と良好なビード外観が得られます。
3.耐高温割れ性に優れています。
表5 NSH-52(M)の諸元

表6 溶着金属の機械的性質の一例<組合せワイヤYA-(L)>

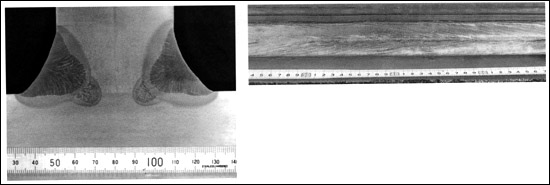
写真2 板厚60mmの完全溶込み溶接のマクロ及びビード外観
4. 厚板ボックス柱角継手のワンラン溶接用 NSH-53Z
ビルの高層化、大型化に伴う極厚ボックス柱の需要はいまだに後をたちません。この角溶接には大電流・高溶着溶接法である2電極サブマージアーク溶接が多用されています。特に溶込み形状、ビード外観・形状、耐割れ性の良好なことが要求されています。従来極厚490および520N/mm²級ボックス柱角継手の1ラン溶接用としては、NSH-53Sをお勧めしておりましたが、溶接設備能力の面から50mmから60mmの板厚を1ラン溶接出来ないケースがありました。NSH-53Zはこの問題を解決すべく開発された鉄粉を含有したボンドフラックスです。
従来のNSH-53Sに比べ先行電流を100~200A低くして1ラン溶接が可能です。
特長
1.高能率溶接が可能です。
(a)鉄粉を含有しているので、溶着速度アップが得5れます。
(b)板厚60mmまで,ワンラン溶接が可能です。
2.大入熱溶接においても、溶接作業性が良好で、優れたビード外観と十分な溶込みが得られます。
3.耐割れ性に優れています。
4.従来のNSH-53Sに比べ、先行電流を100~200A低くして1ラン溶接が可能です。
従来のNSH-53Sに比べ先行電流を100~200A低くして1ラン溶接が可能です。
特長
1.高能率溶接が可能です。
(a)鉄粉を含有しているので、溶着速度アップが得5れます。
(b)板厚60mmまで,ワンラン溶接が可能です。
2.大入熱溶接においても、溶接作業性が良好で、優れたビード外観と十分な溶込みが得られます。
3.耐割れ性に優れています。
4.従来のNSH-53Sに比べ、先行電流を100~200A低くして1ラン溶接が可能です。
表8 NSH-53 Zの諸元

表9 溶接金属の機械的性質の一例<組合せワイヤY-DL>

写真3 板厚60mmの完全溶込み溶接のマクロ及びビード外観
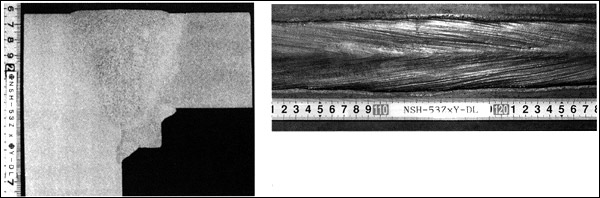
表9 溶接金属の機械的性質の一例<組合せワイヤY-DL>
写真3 板厚60mmの完全溶込み溶接のマクロ及びビード外観