技術情報溶接Q&A
F023建築・鉄骨用炭酸ガス アーク溶接用ワイヤ「YM-55C、SM-55」について
1. はじめに
1995年1月に発生した阪神・淡路大震災以来、鋼構造建築物の耐震性能をより高めるための検討が産官学の多方面で進められています。特に、柱・梁接合部については耐震設計の観点から溶接継手の強度及び靭性の確保がより重要となっています。また、溶接施工についても、能率重視から大入熱・高パス間温度で実施されている場合もあります。これらの状況から実溶接施工条件にできるだけ合わせ、また必要な性能が確保できる溶接材料が望まれています。ここでは、既に開発されている建築・鉄骨の490N/mm²鋼用炭酸ガスアーク溶接(以下CO₂溶接)用ソリッドワイヤYM-55C、フラックス入りワイヤSM-55についてその性能を紹介します。2. ソリッドワイヤYM-55C
YM -55Cは、これらの広範囲な条件下においても要求性能を満定するように設計されたワイヤです。すなわち、大入熱・高パス間温度になりがちな下向突き合わせ溶接における強度と靭性の確保及び小入熱・低パス間温度の横向溶接での強度上昇による低温割れ防止を考慮しています。YM-55Cの諸元を表1に示します。表1 YM-55C諸元
| ワイヤ径 | 1.2mm、1.4mm、1.6mm |
| 適用鋼種 | 軟鋼・490N/mm²級高張力鋼(SM材及びSN材) |
| シールドガス組成 | CO₂ガス |
| 溶接姿勢 | 全姿勢 |
| 該当規格 | JIS Z3312 YGW18 |
3. YM-55Cの溶着金属性能
JlS Z 3312に準じて行った溶着金属の試験結果を表2に、溶着金属の化学成分の一例を表3に示します。ワイヤの成分設計としては、強度と靭性を確保するためYGW11系をベースにMnとTiを増加し、Bを添加しています。
表2 溶着金属試験結果
 |
ワイヤ径 (mm) |
溶接条件 | ||||
| 電流 (A) |
電圧 (V) |
速度 (cpm) |
バス度 (℃) |
入熱 (kJ/cm) |
||
| 1.2 | 300 | 32 | 29 | 100-150 | 19.9 | |
| 1.4 | 350 | 34 | 29 | 100-150 | 24.6 | |
| 1.6 | 400 | 36 | 29 | 100-150 | 29.8 | |
| ワイヤ径 (mm) |
0.2%耐力 (N/mm²) |
引張強さ (N/mm²) |
伸び (%) |
絞り (%) |
吸収エネルギー(J) 2vE0℃、-20℃ |
|
| 1.2 | 565 | 654 | 31 | 72 | 126、126、123(125) | |
| 1.4 | 495 | 624 | 35 | 76 | 148、148、148(148) | |
| 1.6 | 469 | 581 | 36 | 72 | 114、112、117(114) | |
4. 溶接継手の性能
(1)入熱の影響
YM-55Cと従来ワイヤ(YGW11)を使用し、350℃の高パス間温度で入熱を変化した場合の性能を下図に示します。
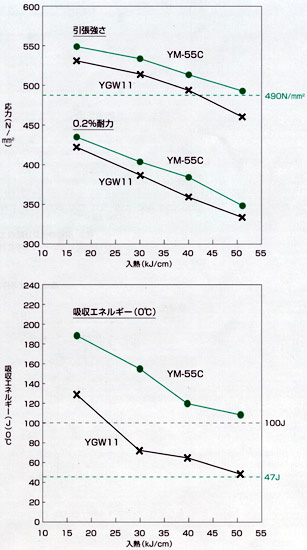
引張強さについては、従来ワイヤは入熱40kJ/cmの場合パス間温度350℃を超えると490N/mm²を下回る場合がありますが、YM-55Cは400℃以上まで満足できます。また、靭性については、大きな差がありYM-55Cは大入熱・高パス間温度になるに従い低下傾向にあるものの、0℃で100J以上の値を確保しています。ミクロ組織の一例を下図に示します。
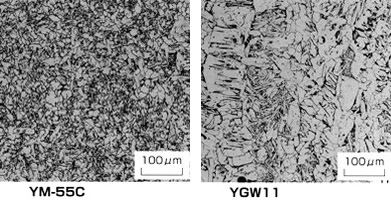
YM-55CはTiとBの適正添加により組織は微細化され、YGW11に見られるラス状フェライトの生成が抑制されることで靭性は向上していると考えられます。
(2)パス間温度の影響
鉄骨の実溶接施工の平均的入熱と考えられる30~35kJ/cmでパス間温度を変化した場合のYM-55Cの溶接金属の性能について確認しました。引張特性、及び衝撃特性を下図に示します。
(2)パス間温度の影響
鉄骨の実溶接施工の平均的入熱と考えられる30~35kJ/cmでパス間温度を変化した場合のYM-55Cの溶接金属の性能について確認しました。引張特性、及び衝撃特性を下図に示します。
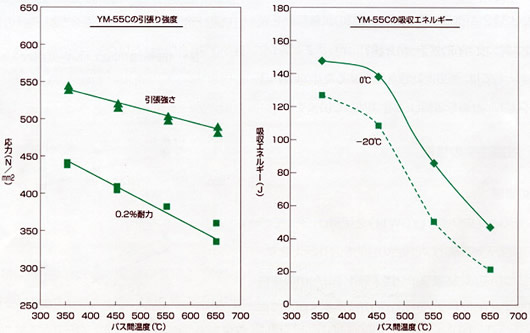
0.2%耐力及び引張強さについてはパス間温度が上がるに従い直線的に低下する傾向にあります。今回の試験では、引張強さは550℃を超えると490N/mm²を下回ります。耐力についてはパス間温度が上がるに従い引張強さに比べて低下傾向が大きくなりますが、これは結晶粒が粗大化するためと考えられます。吸収エネルギーについては、パス間温度450℃程度から急激に低下する傾向にあります。
(3)横向溶接における溶着金属の性能
鉄骨の柱・柱接合に代表される横向溶接は、その姿勢から低入熱・低パス間溶接となります。使用ワイヤの選定によっては、強度が高くなりすぎるため予熱が必要となる場合もあります。YM-55Cの横向溶接における溶接金属の性能の一例を表5、表6に示します。YM-55Cは低入熱条件においても強度の上昇を極力抑える成分設計となっています。
| バス | 電流 (A) |
電圧 (V) |
速度 (cpm) |
入熱 (kJ/cm) |
| 1 | 200 | 24 | 15 | 19.2 |
| 2 | 300 | 33 | 35 | 17.0 |
| 3 | 300 | 33 | 40 | 14.9 |
| 4 | 300 | 33 | 35 | 17.0 |
| 5 | 300 | 33 | 35 | 17.0 |
| 6 | 300 | 33 | 40 | 14.9 |
| 裏ハツリ(4rX10.5mm 機械ハツリ) | ||||
| 7 | 300 | 33 | 35 | 17.0 |
| 8 | 300 | 33 | 35 | 17.0 |
| 9 | 300 | 33 | 35 | 17.0 |
| 10 | 300 | 33 | 40 | 14.9 |
(1)ワイヤ径 1.4mm (2)CO₂ 201/min (3)バス間温度 150℃ (4)鋼種 SN490C
表6
| 項目 | 0.2%耐力 (N/mm²) |
引張強さ (N/mm²) |
伸び (%) |
絞り (%) |
吸収エネルギー(J) 2vE0℃、-20℃ |
備考 | |
| 横向継手 | 584 | 635 | 24 | 68 | 0℃ | 170 178 186(178) | X線透過 試験結果 1類 |
| 562 | 627 | 26 | 71 | -20℃ | 148 142 137(142) | ||
5. 適用範囲
YM-55Cは建築・鉄骨のCO₂溶接用ワイヤとして、広範囲の溶接条件に適合するワイヤです。パス間温度の測定方法及び測定位置により異なりますが、現状の日本建築学会・鉄骨工事技術指針(JASS 6)の溶接入熱・パス間温度管理目標上限(入熱40kJ/cm以下、パス間温度350℃以下)での性能は十分確保できるワイヤと考えています。また、溶接入熱によっては、より高パス間温度での適用も考えられますが、前述の靭性低下の問題があり、パス間温度の上限については今後の詳細確認が必要と考えます。
6. フラックス入りワイヤSM-55
SM-55は、前述のソリッドワイヤYM-55Cと同様に新耐震設計法の要求特性を具備した建築構造用圧延鋼材(JIS G 3136 SN材)の使用に適合した金属粉系シームレスフラックス入りワイヤです。本ワイヤの特徴は、日本建築学会・鉄骨工事技術指針・工場製作編(JASS 6)の溶接熱管理目標(入熱40kJ/cm以下、パス間温度350℃以下)の上限でも良好な溶接継手性能が得られ、溶接作業性は汎用の金属粉系フラックス入りワイヤと変わらず、スパッタの発生も少なく、高溶着速度が得られ作業能率が大幅に向上できるワイヤです。SM-55の諸元を表7に示します。
表7 SM-55諸元
| ワイヤ径 | 1.2mm、1.4mm、1.6mm |
| 充填フラックス系 | 金属粉系 |
| 適用鋼種 | 軟鋼・490N/mm²級高張力鋼(SM材及びSN材) |
| 電流種別 | DC(+) |
| シールドガス組成 | CO₂ガス |
| 溶接姿勢 | 下向突合せ、下向及び水平すみ肉 |
| 該当規格 | JIS Z 3313 YFW-C50DM |
7. SM-55の溶着金属性能
JlS Z 3313に準拠し、表8に示す溶接条件で溶着金属試験を実施した結果を表9~表10に示します。この試験結果からは、該当JlS規格を十分に満足していることが確認されました。
表8
| ワイヤ径 (mm) |
電流 (A) |
電圧 (V) |
速度 (cpm) |
入熱 (kJ/cm) |
予熱/バス間温度 (℃) |
ガス組成 (流量) |
| 1.2 | 270 | 31 | 30 | 16.7 | RT/135-150 | CO₂ (25l/min) |
| 1.4 | 300 | 31 | 30 | 18.6 | ||
| 1.6 | 350 | 31 | 30 | 21.7 |
表9
| ワイヤ径 (mm) |
引張特性 | 衝撃特性 | |||
| 0.2%耐力 (N/mm²) |
引張強さ (N/mm²) |
伸び (%) |
絞り (%) |
吸収エネルギー(J) 2vE0℃ |
|
| 1.2 | 560 | 636 | 27.8 | 68 | 120 123 123(122) |
| 1.4 | 548 | 617 | 28.0 | 68 | 120 114 114(116) |
| 1.6 | 543 | 600 | 29.8 | 66 | 106 116 100(107) |
表10
| C | Si | Mn | P | S | Cu | Mo |
| 0.05 | 0.54 | 1.61 | 0.009 | 0.004 | 0.25 | 0.20 |
8. 溶接継手の性能
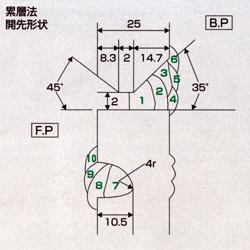
SM-55での大入熱・高パス間温度における継手溶接金属性能結果を下図に示します。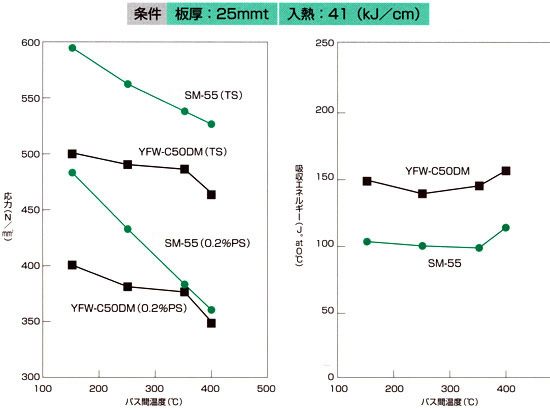
今回使用した継手形状は、板厚25mmのSN490B鋼を鉄骨溶接で多用されているレ形開先、開先角度35度、開先間隙7mmの仕口開先で、1パス1層で積層溶接を行いました。使用したワイヤ径は1.4mmで、従来の金属粉系フラックス入りワイヤ(YFW-C50DM)も比較しました。この試験結果から、SM-55は、JASS 6の溶接熱管理目標である溶接入熱40kJ/cm、パス間温度350℃以上の400℃でも、引張強さは490N/mm²以上で、かつ衝撃靭性も100J以上の値が確保されていることが確認されました。