技術情報溶接Q&A
F026ニ相ステンレス鋼用シームレスフラックス入りワイヤ
1. はじめに
二相ステンレス鋼は、フェライト相とオーステナイト相をほぼ1:1の割合で含有するステンレス鋼で、オーステナイト系ステンレス鋼の持つ良好な延性、靭性と、フェライト系ステンレス鋼の有する優れた耐応力腐食割れ性を兼ね備えています。また、孔食に強いとされているSUS316、SUS317よりも優れた耐孔食性、耐すきま腐食性を有しています。二相ステンレス鋼はその特性を利用して、主に化学プラント機器や、油井、ガス井等の厳しい腐食性環境用の耐食材料として用いられています。また、強度も高いことから最近では、建築や車両等の構造材としても用いられています。
JlS規格には表1(ニ相ステンレス鋼のJIS規格)に示す3鋼種の二相ステンレス鋼が制定されていますが、現在最も一般的に用いられている二相ステンレス鋼は、SUS329J3Lであり、この鋼種を対象として開発したシームレスフラックス入りワイヤを今回、ご紹介します。
表1 二相ステンレス鋼のJIS規格
| 鋼種 | 化学成分(%) | 機械的性質 | ||||||||||
| C | Si | Mn | P | S | Ni | Cr | Mo | N | 0.2%耐力 N/mm² |
引張強さ N/mm² |
伸び % |
|
| SUS 329J1 |
0.08 以下 |
1.00 以下 |
1.50 以下 |
0.040 以下 |
0.030 以下 |
3.00 ~6.00 |
23.00 ~28.00 |
1.00 ~3.00 |
- | 390 以上 |
590 以上 |
18 以上 |
| SUS 329J3L |
0.030以下 | 1.00以下 | 2.00以下 | 0.040以下 | 0.030以下 | 4.50 ~6.50 |
21.00 ~24.00 |
2.50 ~3.50 |
0.08 ~0.20 |
450 以上 |
620 以上 |
18 以上 |
| SUS 329J4L |
0.030 以下 |
1.00 以下 |
1.50 以下 |
0.040 以下 |
0.030 以下 |
5.50 ~7.50 |
24.00 ~26.00 |
2.50 ~3.50 |
0.08 ~0.30 |
450 以上 |
620 以上 |
18 以上 |
2. フラック入りワイヤ SF-329J3LP
フラックス入りワイヤによるCO₂溶接は、溶接品質、溶接能率、使い勝手のよさ等の理由で、炭素鋼同様にステンレス鋼の分野においても、多くの需要家に広く支持されています。二相ステンレス鋼(SUS329J3L)用に開発したSF-329J3LPは、これらの特性に加えて立向、上向等の姿勢溶接性を考慮して設計・開発されています。SF-329J3LPの諸元を表2に示します。
表2 SF-329J3LPの諸元
| ワイヤ径 | 1.2mm |
| 適用鋼種 | 二相ステンレス鋼(SUS329J3L) |
| シールドガス組成 | CO₂ガス |
| 溶接姿勢 | 全姿勢 |
| 該当規格 | AWS A5.22-95 E2209T1-1 |
| 船級認定 | NV、ABS |
3. SF-329J3LPの溶着金属性能
表3(溶着金属試験の溶接条件)に示す溶接条件にて、AWSA5.22に準拠して行った溶着金属の化学成分を表4(溶着金属の化学成分(%))、機械的性質を表5(溶着金属の機械的性質)に示します。溶着金属の化学成分、機械的性質共に、AWS規格を満足し、良好な値を示します。
表3 溶着金属試験の溶接条件
表4 溶着金属の化学成分(%)
表5 溶着金属の機械的性質
| 電流 A |
電圧 V |
溶接速度 cm/min |
バス間温度 ℃ |
溶接入熱 KJ/cm |
| 200 | 31 | 35 | 16~150 | 10.6 |
表4 溶着金属の化学成分(%)
| 項目 | C | Si | Mn | P | S | Ni | Cr | Mo | Cu | N |
| 一例 | 0.032 | 0.41 | 1.14 | 0.026 | 0.005 | 9.73 | 23.2 | 3.65 | 0.17 | 0.16 |
| AWS規格 | 0.04 以下 |
1.0 以下 |
0.5 ~2.0 |
0.04 以下 |
0.03 以下 |
7.5 ~10.0 |
21.0 ~24.0 |
2.5 ~4.0 |
0.5 以下 |
0.08 ~0.20 |
| 項目 | 0.2%耐力 N/mm² |
引張強さ N/mm² |
伸び % |
| 一例 | 660 | 850 | 28 |
| AWS規格 | - | 690以上 | 20以上 |
4. 溶接継手の性能
SUS329J3L鋼を用い、表6(溶接継手試験の溶接条件1、2)に示す溶接条件にて下向、横向、立向及び上向姿勢における継手性能の調査を行いました。表6 溶接継手試験の溶接条件1
表6 溶接継手試験の溶接条件2
| 溶接 姿勢 |
開先形状及び積層要領 | バス | 電流 A |
電圧 V |
溶接速度 cm/min |
溶接入熱 KJ/cm |
|
| 下向 | 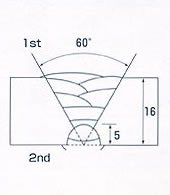 |
1st side |
1~7 | 200 | 31 | 22.3~38.8 | 9.6~16.7 |
| 2nd side |
1~2 | 200 | 31 | 32.6~48.9 | 7.6~11.4 | ||
| 横向 | 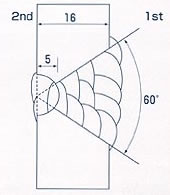 |
1st side |
1~11 | 160 | 24 | 17.4~66.2 | 3.5~13.2 |
| 2nd side |
1~3 | 160 | 24 | 31.7~42.5 | 5.4~7.3 | ||
| 備考 | シールドガス:CO₂、20l/minバス間温度:150℃以下、極性:DC(+) | ||||||
表6 溶接継手試験の溶接条件2
| 溶接 姿勢 |
開先形状及び積層要領 | バス | 電流 A |
電圧 V |
溶接速度 cm/min |
溶接入熱 KJ/cm |
|
| 立向 上進 |
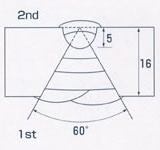 |
1st side |
1~5 | 140~150 | 24 | 9.5~14.2 | 14.2~22.7 |
| 2nd side |
1~2 | 140 | 24 | 10.0~10.2 | 19.8~20.2 | ||
| 上向 |  |
1st side |
1~5 | 120 | 22 | 6.0~15.1 | 10.5~26.4 |
| 2nd side |
1 | 120 | 22 | 6.4 | 24.8 | ||
| 備考 | シールドガス:CO₂、20l/minバス間温度:150℃以下、極性:DC(+) | ||||||
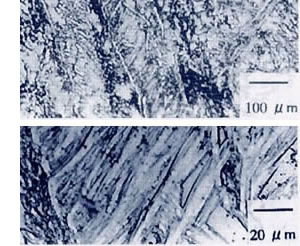
継手溶接金属は、下図の下向溶接金属ミクロ組織に見られるように、フェライトとオーステナイトの二相組織からなり、機械的性質は表7(溶接継手の機械的性質)に示す通り、継手引張強さは、730N/mm²程度を有し、母材破断となっています。また、-20℃における衝撃靭性は35~55Jの値が得られ、表曲げ、裏曲げ共に良好な曲げ性能を有しています。
表7 溶接継手の機械的性質
| 溶接 姿勢 |
引張試験 | 衝撃試験 2vE20℃ J |
曲げ試験 R=2t 曲げ角度=120° |
||
| 引張強さ N/mm² |
破断位置 | 表曲げ (1st side) |
裏曲げ (2nd side) |
||
| 下向 | 730 | 母材 | 40、41、42 平均41 |
良好 | 良好 |
| 横向 | 728 | 母材 | 59、58、51 平均56 |
良好 | 良好 |
| 立向 上進 |
736 | 母材 | 34、36、38 平均36 |
良好 | 良好 |
| 上向 | 727 | 母材 | 39、36、43 平均39 |
良好 | 良好 |
表8 孔食試験結果
| 溶接姿勢 | 腐食速度 | 試験片の状態 | 試験方法 |
| 下向 | 0.016 | 孔食なし | ASTM G48 FeCl3・6H2O:100g+水:900ml(約6%FeCl3水溶液 試験速度:20℃ 試験時間:24時間 |
SF-329J3LPは、各姿勢で母材となるSUS329J3Lと同等に、良好な機械的性質及び耐食性を有することが確認されました。