技術情報溶接Q&A
F027新タイプのフラックス入りワイヤ“SXワイヤ”
1. はじめに
溶接材料に対する高品質化、高能率化のニ-ズは高くなる一方ですが、特に、溶接材料の60%以上を占めるガスシールドアーク溶接用ワイヤに対して、その度合いは強くなっています。フラックス入りワイヤ(以下、FCW)は、炭酸ガスでの溶接においてもアークでスパッタの発生量も少なく、優れた作業性を有し、上記の要求に応えうるものの一つです。しかしながら、FCWはソリッドワイヤと比較して、溶接金属の機械的性質などの特性、あるいは溶け込み等の溶接金属の健全性という点では必ずしも同レベルというわけではありません。そこで、ソリッドワイヤとFCWの長所を併せ持つワイヤが望まれるところであり、当社では、これに応えるべく、従来とは全く別の新タイプのFCW “SXワイヤ” を開発しましたので、その構造、特長等について以下に紹介いたします。2. “SXワイヤ”の構造および特長について
“SXワイヤ”は日鉄溶接工業(株)の有するシームレスFCWの製造技術を適用して新たに開発したものであり、その特長は低充填率と特殊アーク安定剤の適用にあります。3. ワイヤの構造について
SXワイヤの構造として、写真1に示すように、ワイヤ中のフラックスの占める割合(以下、充填率)が一般のFCWの2分の1から3分の1と低いことが挙げられます。フラックスの成分は基本的に脱酸剤とアーク安定剤及び合金剤で構成されており、このような低充填率のFCWはシームレスワイヤにして初めて製造が可能です。
SXワイヤ中のスラグ剤は少量であるため、溶接姿勢は主に下向、水平すみ肉、横向溶接用です。
4. ワイヤの特長
SXワイヤの特長を持つワイヤとして、まず軟鋼・50キロ鋼用ワイヤとしてSX-1を開発しました。SX-1は、シールドガスに炭酸ガスを用い、該当する規格はJlS Z 3313YFW-C50DMで、金属粉系のFCWに分類されます。以下に、SX-1の特長を述べます。
(1)溶滴移行
SX-1は特殊アーク安定剤の効果でアークがソフトかつシャープで、また一般のFCWと異なる点として、低充填率故にアークの安定性がフラックスの突き出しに阻害されません。
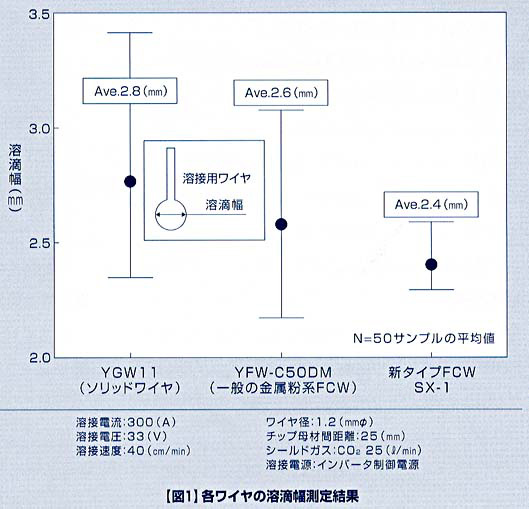
YGW11(ソリッドワイヤ)及びYFW-C50DM(一般の金属粉系FCW)との比較のもとに、SX-1の溶滴移行現象を高速度ビデオカメラで撮影し、溶滴幅を測定した結果を図1に示します。SX-1は溶滴が比較例と比べて非常に小さく、かつ安定しています
(2)スパッタ発生量
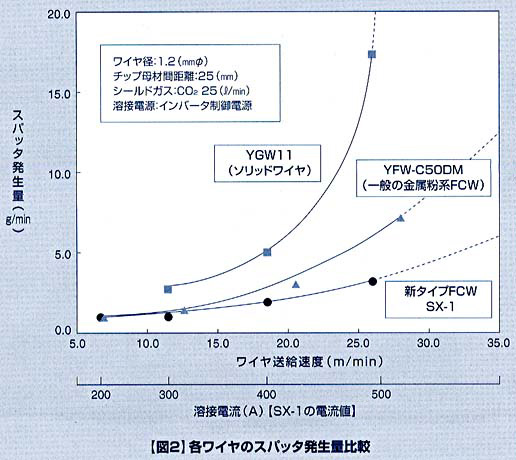
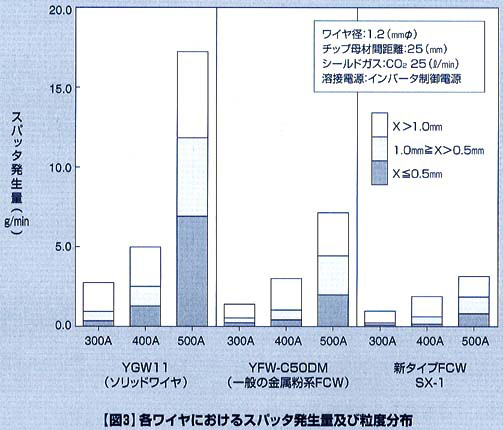
SX-1は、前述しましたように小溶滴移行であるために、スパッタ発生量が非常に少なくなっています。図2に、各ワイヤの溶接電流(ワイヤ送給速度)とスパッタ発生量の関係を示します。
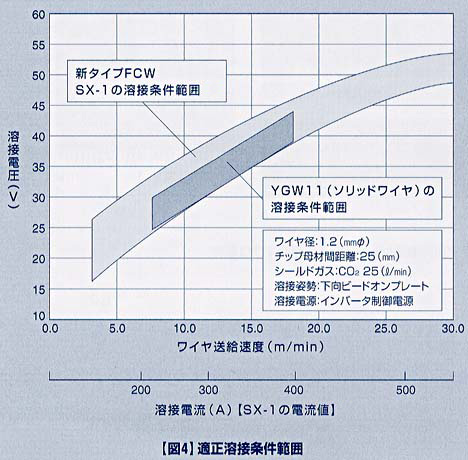
(3)溶接条件範囲
図4に、ワイヤ径1.2mmのSX-1及び比較例としてYGW11(ソリッドワイヤ)の適正電流範囲を示します。YGW11は溶滴移行性及びスパッタ発生量の観点から、適正電流範囲はおよそ250A~400Aであるのに対して、SX-1は150A~550Aまで、ワイヤ送給速度に換算すると、約6m/minから30m/minと非常に広範囲な溶接条件を設定することが可能となります。
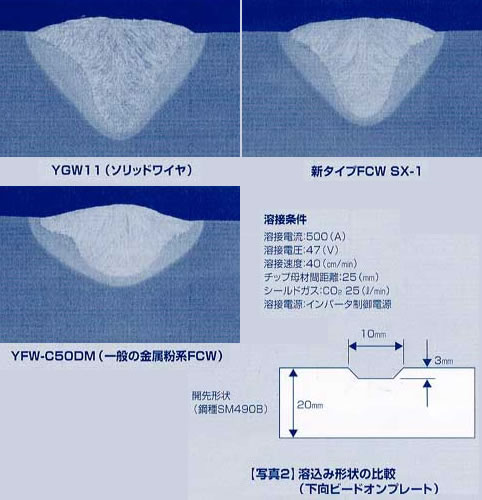
(4)溶込み形状
写真2に各ワイヤの溶込み形状を比較したものを示します。YGW11(ソリッドワイヤ)は溶込みは深いが長く細めのナゲットを呈し、YFW-C50DM(一般の金属系FCW)は溶込みが浅く、鍋底型になります。一方、SX-1はFCWでありながら溶込みはソリッドワイヤ並に深く、かつ幅広いという特長を持っています。
SX-1の基本的特性として、一般のFCWよりも酸素量が低く、機械的性質は表1に一例を示しますが、YGW11(ソリッドワイヤ)並に良好となっています。従って、通常の軟鋼・50kg鋼用ばかりでなく、若干の合金剤を添加することにより、高張力鋼、低温鋼用等への応用も可能です。
表1 各ワイヤの溶接金属性能例
| 供試材料 | 化学成分(%) | 引張特性 | 衝撃特性 vEo (J) |
拡散性 水素量(ml/100g、ガスクロ法) 降伏点(N/mm²) |
||||||
| C | Si | Mn | P | S | 降伏点 (N/mm²) |
引張強さ (N/mm²) |
伸び (%) |
|||
| YGW11 | 0.10 | 0.52 | 1.11 | 0.02 | 0.01 | 460 | 560 | 30 | 135 | 2.0 |
| YFW-50DM | 0.06 | 0.72 | 1.28 | 0.02 | 0.01 | 500 | 560 | 32 | 70 | 3.0 |
| 新タイプFCW SX-1 |
0.06 | 0.41 | 1.32 | 0.02 | 0.01 | 480 | 570 | 30 | 135 | 2.2 |
5. SX-1による施工例
写真3に水平すみ肉溶接でのビード外観及び断面マクロを示します。SX-1は少量のスラグがビード表面を薄く均一に被包するため、スラグ除去後のビード及びすみ肉形状が美麗です。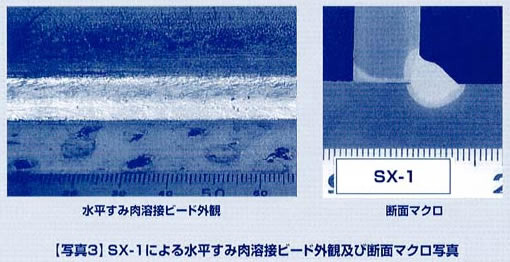
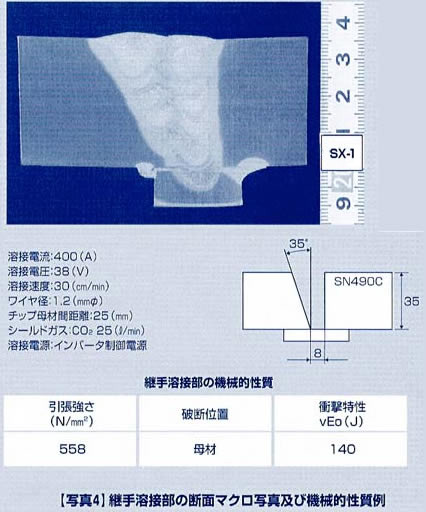
次に写真4に、レ型狭開先での施工例を示します。SX-1の深く、かつ比較的幅が広いという溶込み特性により、溶込み不良等の欠陥のない、健全な溶接部が得られます。以上述べたように、SX-1はFCWとソリッドワイヤの特長を併せ持ち、かつ低スパッタ、耐高電流性ではそれらを大幅に越える長所をもっています。
これらの特長を生かし、SXワイヤは軟鋼・50キロ用のSX-1以外に種々の適用が可能であると考えています。
即ち、その例として
(1)ソリッドワイヤ分野への適用
低スパッタ、深溶込み、高靭性、低水素を利用した低合金鋼用ワイヤヘの適用
(2)FCW分野への適用
深溶込みを利用したすみ肉専用ワイヤあるいは高速耐ギャップ溶接ワイヤ等への適用