技術情報溶接Q&A
F028改正建築基準法対応マグ用ソリッドワイヤYM-55Cによる溶接
1. はじめに
建築基準法の改正にかかる政令として、建設省告示1446号、1464号が2000年6月、1794号が7月26日に施行された。このうち、1794号では当初予定された「入熱、パス間温度の組み合わせの水準とそれに基づく各鋼材への適用ワイヤを表示する表」は盛り込まれなかった。一方、軟鋼及び高張力鋼用マグ溶接ソリッドワイヤのJlSZ3312-1999が11月20日に改正された。建研-鋼材倶楽部-溶協の共同実験結果を踏まえて、高強度ワイヤとして既存の軟鋼及び490N/mm²級高張力鋼用ワイヤに520N/mm²級及び540N/mm²級高張力鋼用ワイヤを追加した規格が新たに設けられた。また、その解説には鉄骨造建築物におけるワイヤの使用区分が示された。この表には、入熱・パス間温度を3段階に分け各鋼種に適用するワイヤが示されている。当社は先に高強度対応ソリッドワイヤとしてYGW14規格ワイヤ(改定前JlS Z3312)のYM-55Cを紹介しているが、今回さらに成分検討したのでそのワイヤの使用性能を紹介する。
2. 改正JIS Z3312-1999
旧JlS規格の軟鋼及び490N/mm²級高張力鋼用に520N/mm²級及び540N/mm²級高張力鋼用を追加した規格YGW18及びYWG19が新たに設けられた。JlSに規定されるワイヤの種類を表1に示す。そのうちYGW11及びYGW18の化学成分を表2に示す。また、JlSの解説に記載されている「鉄骨建造物におけるワイヤの使用区分の解説を表3に示す。表1
表2 ワイヤの化学成分(%)
表3 ワイヤの使用区分
| ワイヤの種類 | シールドガス | 主な適用鋼種 |
| YGW11 YGW12 YGW13 YGW14 |
CO₂ | 軟鋼及び引張強さ490N/mm²級高張力鋼 |
| YGW15 YGW16 YGW17 |
80 Ar - 20 CO₂ | |
| YGW18 | CO₂ | 引張強さ490N/mm²、520N/mm²及び540N/mm²級高張力鋼 |
| YGW19 | 80 Ar - 20 CO₂ | |
| YGW21 YGW22 |
CO₂ | 引張強さ590N/mm²級高張力鋼 |
| YGW23 YGW24 |
80 Ar - 20 CO₂ |
表2 ワイヤの化学成分(%)
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | Al | Ti+Zr | |
| GW11 | ~0.15 | 0.55~1.10 | 1.40~1.90 | ~0.030 | ~0.030 | ~0.50 | --- | --- | --- | ~0.10 | ~0.30 |
| YGW18 | ~0.15 | 0.55~1.10 | 1.40~2.60 | ~0.030 | ~0.030 | ~0.50 | --- | --- | ~0.40 | ~0.10 | ~0.30 |
表3 ワイヤの使用区分
| 溶接条件 | 適用鋼板の引張強さ | ||||
| 入熱 (KJ/cm) |
バス間温度 | 400N/mm²級 | 490N/mm²級 | 520N/mm²級 | |
| 1 | 15~20 | ≦150℃ | YGW-11、15、18、19 | YGW-11、15、18、19 | YGW-18、19 |
| 2 | 15~30 | ≦250℃ | YGW-11、15、18、19 | YGW-11、15、18、19 | YGW-18、19 |
| 3 | 15~40 | ≦350℃ | YGW-11、15、18、19 | YGW-18、19 | --- |
3. 溶接入熱、パス間温度と機械的性能の関係
市販のYGW11ワイヤを溶接入熱40kJ/cmでパス間温度を変えて溶接した場合の引張強度と吸収エネルギー(靭性)の変化の例を図1に示す。パス間温度が高くなるに従って引張強度と靭性は低下する。350℃を超えると引張強度は規格値を下回る場合があり、吸収エネルギーも50J程度と低くなる。
4. 新ワイヤの開発
冷却速度が遅くなる高入熱、高パス間温度溶接では溶接金属部のミクロ組織が粗大化して強度、靭性が低下する。この原因は市販YGW11ワイヤはMn-Ti系であり、焼き入れ性が低いことによる。この対策としてMnの増加,Moの添加により焼き入れ性を向上させ強度および靭性を改善する。さらにTi増加およびBを添加してミクロ組織を微細化して靭性を改善する。YGW11と新開発YGW18ワイヤの成分比穀を表4に示す。また、入熱40kJ/cm-パス間温度350℃の溶接金属のミクロ組織を図2に示す。Mn-Ti系(YGW11)ではフェライトが粗大化しているが、高Mn-Ti-B系では粒内フェライトおよび粒界フェライトが微細化される。さらに、Moを添加したMn-Mo-Ti-B系ではより微細化される。
表4 YGW11とYGW18の成分比較
図2 ミクロ組織
新開発ワイヤYM-55Cの試験結果を市販のYM-26(YGW11)との比較で図3に示す。供試材料を表5、溶接要領を表6、開先形状を図4に示す。溶接方向は各パス同じ方向から溶接した。パス間温度350℃で溶接入熱が大きくなると引張強度、降伏強度は低下する傾向であるが、入熱40kJ/cmでは550N/mm²,440N/mm²程度、また靭性も同じくやや低下するが110Jと十分に規格を満足する。
表5 供試材料
表6 溶接要領(バス間温度は350℃:熱電対測定)
| ワイヤ規格 | 銘柄 | 成分系 | 備考 |
| YGW11 | YM-26 | Mn-Ti | |
| YGW18 | YM-55C | 高Mn-Ti-B | (Y)タイプ |
| Mn-Mo-Ti-B |
| YGW11(Mn-Ti) | YGW18(Mn-Mo-Ti-B) | YGW18(Mn-Ti-B) |
 |
 |
 |
新開発ワイヤYM-55Cの試験結果を市販のYM-26(YGW11)との比較で図3に示す。供試材料を表5、溶接要領を表6、開先形状を図4に示す。溶接方向は各パス同じ方向から溶接した。パス間温度350℃で溶接入熱が大きくなると引張強度、降伏強度は低下する傾向であるが、入熱40kJ/cmでは550N/mm²,440N/mm²程度、また靭性も同じくやや低下するが110Jと十分に規格を満足する。
表5 供試材料
| ワイヤ | 鋼板 | シールドガス | |||
| 銘柄 | 規格 | 径 mm |
鋼種 | 板厚 mm |
|
| YM-55C | YGW18 | 1.4 | SN520 | 25 | |
| YM-26 | YGW11 | 1.4 | SM490C | 25 | CO₂ 100% |
表6 溶接要領(バス間温度は350℃:熱電対測定)
| ワイヤ | 目標入熱 | 溶接電流 | 溶接電圧 | 溶接温度 | 積層方法 | |
| YM-55C YM-26 (1.4mm) |
20 | 350 | 35 | 35 | 6/12 |  |
| 30 | 430 | 41 | 35 | 6/6 |  |
|
| 40 | 450 | 42 | 28 | 5/5 |  |
|
| 50 | 460 | 43 | 24 | 3/3 |  |
|
| 溶接方向→ | ||||||
5. 各種溶接条件におけるパス間温度、溶接時間と機械的性能
YM-55Cを用いて表3(改正JlS Z3312-1999解説表1)の2、3に相当する条件の性能を確認した。溶接要領は図5に示すように板厚25mm、長さ400mm、板幅400mmの鋼板で所定のパス間温度になるまで往復連続溶接した。それぞれのアークタイムと冷却時間を表7、温度履歴のチャートを図6、機械試験結果を表8に示す。また、参考としてYM-26の30kJ/cm、250℃の結果を表9に示す。
表7 アークタイムと冷却時間(ワイヤ径1.4mm)
| No. | 入熱 (kJ/cm) |
バス間温度 ℃ |
バス | アークタイム | 冷却時間 | 合計 |
| A | 30 | 250 | 7 | 8'30" | 17'30" | 26'00" |
| B | 30 | 350 | 7 | 8'30" | 8'30" | 17'00" |
| C | 40 | 350 | 5 | 7'20" | 7'30" | 14'50" |
| 溶接条件A、B:430A-41V-35cm/min、C:450A-42V-28cm/min | ||||||
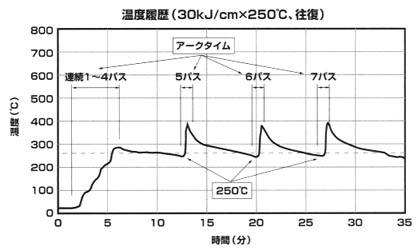
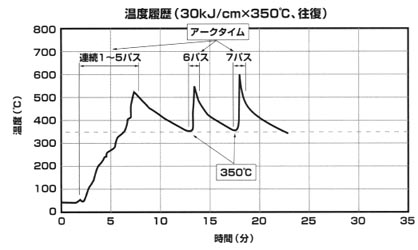
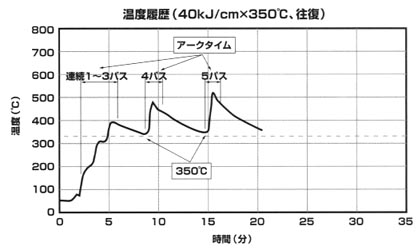
表8 機械試験結果(YM-55C、1.4mm)
| No. | 入熱 (kJ/cm) |
バス間温度 ℃ |
引張試験 | 衝撃試験 | ||
| YP (N/mm²) |
TS (N/mm²) |
vEO J |
||||
| A | 30 | 250 | 493 | 581 | 101 117 123 109 114 (111) |
|
| B | 30 | 350 | 446 | 550 | 112 84 114 106 112 114 (107) |
|
| C | 40 | 350 | 428 | 534 | 87 92 106 112 106 101 (101) |
|
| 溶接条件A、B:430A-41V-35cm/min、C:450A-42V-28cm/min | ||||||
表9 機械試験結果(YM-26、1.4mm)
| No. | 入熱 (kJ/cm) |
バス間温度 ℃ |
引張試験 | 衝撃試験 | ||
| YP (N/mm²) |
TS (N/mm²) |
vEO J |
||||
| D | 30 | 250 | 467 | 542 |
109 109 98
(105)
|
|
| 溶接条件D:430A-41V-35cm/min | ||||||
溶接入熱30kJ/cm-パス間温度250℃,溶接入熱30kJ/cm-パス間温度350℃及び溶接入熱40kJ/cm-パス間温度350℃の溶接では、溶接時間はそれぞれ26分、17分及び14分50秒となる。このうち冷却時間はそれぞれ17分30秒、8分30秒及び7分30秒となる。温度履歴チャートからは溶接入熱30kJ/cm-パス間温度250℃では4パス,溶接入熱30kJ/cm-パス間温度350℃では5パス、溶接入熱40kJ/cm -パス間温度350℃の溶接では3パスまで連続溶接で所定のパス間温度に達する。
機械的性能は40kJ/cm-350℃では強度が534N/mm²、0℃の吸収エネルギーが101Jであり、一方方向の溶接に比べやや低下するが、490N/mm²鋼用の規格は十分満足する。
6. 改正JIS対応ワイヤ一覧
YGW11,YGW15,YGW18及びYGW19対応の当社ワイヤを表10に示す。
表10 鉄骨構造用溶接ワイヤ(ガスシールド溶接用ソリッドワイヤ)
-JIS Z 3312-1999対応
-JIS Z 3312-1999対応
| シールド ガス |
JIS規格 (Z 3312) |
銘 柄 | 成分系 | 適用鋼種 | ||
| 軟 鋼 | 490 N/mm²級 |
520、540 N/mm²級 |
||||
| CO₂ | YGW11 | YM-26 | Mn-Ti | |||
| YGW18 | YM-55C | Mn-Mo-Ti-B | ||||
| Ar-CO₂ | YGW15 | YM-28S | Mn-Ti | |||
| YGW19 | YM-55AG | Mn-Mo-Ti | ||||
7. 当社ワイヤの特長
図7当社ワイヤは図7に示すようにワイヤ表面に亀甲模様を有しますので、優れた溶接作業性を示します。

図7
8. おわりに
高能率を目的として高入熱・高パス間温度溶接を行うと溶接金属の強度と靭性が低下します。これに対応するために、従来のYGW11(Mn-Ti系)に対してMn-Mo-Ti-B系のYM-55C(YGW18)を開発しました。
本ワイヤの特長は入熱40kJ/cm、パス間温度350℃の高入熱・高パス間温度条件の溶接でも490N/mm²級鋼用として良好な特性を有しており、鉄骨溶接での施工管理条件の軽減に寄与すると考えております。
本ワイヤの特長は入熱40kJ/cm、パス間温度350℃の高入熱・高パス間温度条件の溶接でも490N/mm²級鋼用として良好な特性を有しており、鉄骨溶接での施工管理条件の軽減に寄与すると考えております。