技術情報溶接Q&A
F030ニッテツの優れたソリッドワイヤの秘密
はじめに
ニッテツのガスシールドアーク溶接用ソリッドワイヤは、その使いやすさ(溶接作業性の良好さ)から以前より好評を得ており、各分野で喜んで使用されて来ました。その秘密は、当社独自の表面処理技術による、優れた溶接作業性の確保にあります。今回、光工場の設備更新に伴い、更にこの技術を安定させると共に、従来よりの習志野工場も含め本技術の必要な全てのソリッドワイヤを表面処理製品とすることができました。
ここに、この技術の秘密と、優れた製品の一部について紹介します。
ニッテツワイヤの秘密(その1)酸素コーティング
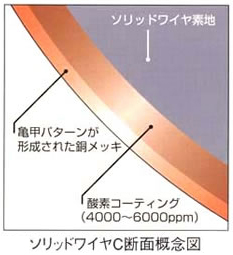
●酸素コーティングとは優れた溶接作業性の秘密の第1は、ワイヤ表面における酸素濃化層の形成(酸素コーティング)にあります。 通常、ガスシールドアーク溶接用ソリッドワイヤの製造は、受け入れた原線を一定の線径まで伸線し、熱処理を行い続いて銅めっきし製品径まで仕上げます。この際、この熱処理を特殊な条件下で実施することにより、ワイヤの酸素量を増加させることに成功しました。
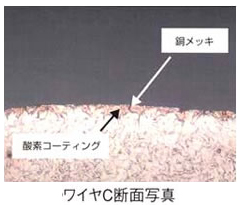
特に、この酸素はワイヤ表面に濃化しており、銅めっき直下では、数千ppmの酸素濃化層が存在していることになります。ワイヤ表面が酸素の濃化層で覆われている、つまり酸素コーティングされていることになります。(下の断面概念図および断面写真参照)
この技術を当社では、習志野工場が最初に実施し、光工場でも一部実施しておりましたが、今度の光工場の設備更新により、この技術による製品が生産量の大半を占めることになりました。
●酸素コーティングの働き
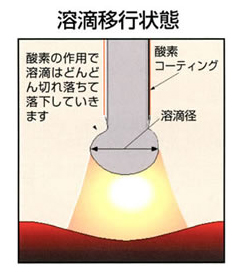
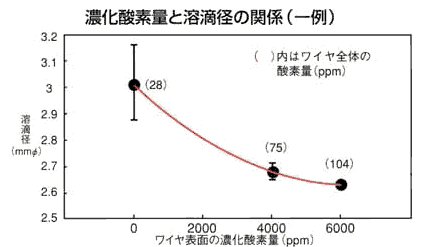
前述のように、ワイヤの表面には数千ppmの酸素コーティング層が存在します。この酸素は、溶鋼の表面張力低下や粘性低下等の効果をもたらし、溶接時にワイヤ先端の溶滴の離脱を促進します。その結果、溶融池に移行する溶滴を細かくし、アークはソフトになり、かつ、スパッタは減少し、粒も細粒化します。
溶滴移行状態の模式図を図2に、ワイヤ表面の濃化酸素量と溶滴径の関係を下図に示します。
ニッテツワイヤの秘密(その2)亀甲パターン
●亀甲パターンとは
酸素コーティングにより、ワイヤ表面へ濃化される酸素は、ワイヤ表面の結晶粒界で酸化され易い元素と結合し、酸化物を形成します。これが、製造の仕上げ伸線時に開口し、肉眼では確認できませんが、粒界に沿った無数のミクロ亀裂を生成させます。粒界に沿った亀裂の形状からこれを亀甲パターンと呼んでいます。亀甲パターンの生成したワイヤの表面例を写真1に示します。
●亀甲パターンのはたらき
亀甲パターンを形成する無数のミクロ亀裂は、ワイヤ仕上げ時に塗布される潤滑油をしっかりと保持します。このため、溶接時にコンジットケーブル内での抵抗が少なくワイヤの送給が極めてスムーズに行われ、溶接時のあのいやなゴツゴツ感が全く無く、トーチが軽く感じられます。また、安定送給ですからアーク長の変動もなく、スパッタが減少します。
送給速度変化の比較を図4に、スパッタ発生量の比較を図5に示します。
酸素コーティングにより、ワイヤ表面へ濃化される酸素は、ワイヤ表面の結晶粒界で酸化され易い元素と結合し、酸化物を形成します。これが、製造の仕上げ伸線時に開口し、肉眼では確認できませんが、粒界に沿った無数のミクロ亀裂を生成させます。粒界に沿った亀裂の形状からこれを亀甲パターンと呼んでいます。亀甲パターンの生成したワイヤの表面例を写真1に示します。
●亀甲パターンのはたらき
亀甲パターンを形成する無数のミクロ亀裂は、ワイヤ仕上げ時に塗布される潤滑油をしっかりと保持します。このため、溶接時にコンジットケーブル内での抵抗が少なくワイヤの送給が極めてスムーズに行われ、溶接時のあのいやなゴツゴツ感が全く無く、トーチが軽く感じられます。また、安定送給ですからアーク長の変動もなく、スパッタが減少します。
送給速度変化の比較を図4に、スパッタ発生量の比較を図5に示します。
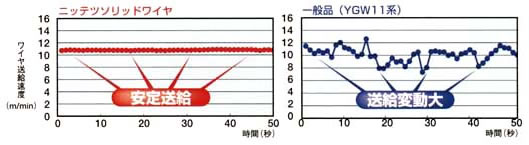
図4 送給速度の変化を表したグラフ
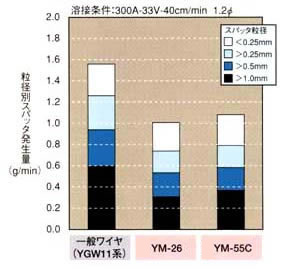
図5 粒状別スパッタ発生量
新技術によるニッテツワイヤ
上記の秘密により、ニッテツワイヤは、極めて良好な溶接作業性を示しますが、高速度ビデオで観察した溶滴移行現象の比較例を図6に示します。これらの技術によって、確立されたニッテツソリッドワイヤの一例を次に紹介します。
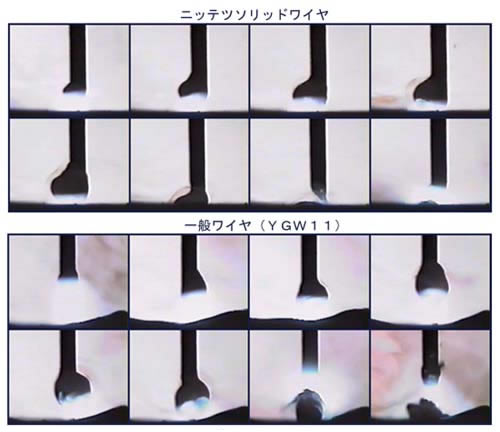
図6 溶滴移行現象比較
(1)YM-26 ・・・ CO₂大電流溶接用ソリッドワイヤの定番
大電流での送給の安定性、アークのソフトさが好評で、当社製品の中で最も多く愛用されているソリッドワイヤです。軟鋼及び490N/mm²級高張力鋼板を使用した各種構造物の突合せ及びすみ肉溶接用として使用され、次のような特長があります。
1.大電流でスパッタが少なく細粒でアークがソフト
2.ワイヤ送給がスムーズ
3.溶込みが良く、UT性能が良好
4.ビード外観が美しい
一般ワイヤとのスパッタ飛散状況の比較を写真2に示します。また、T継手溶接におけるビード外観及び断面マクロ状況を写真3に示します。
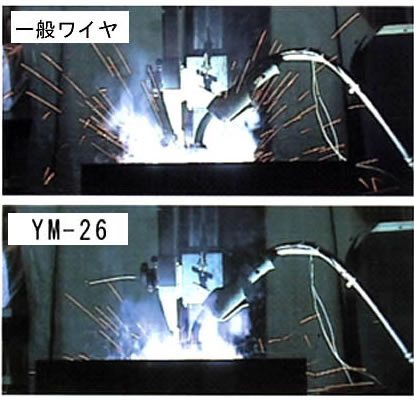
写真2 スパッタ飛散状況比較
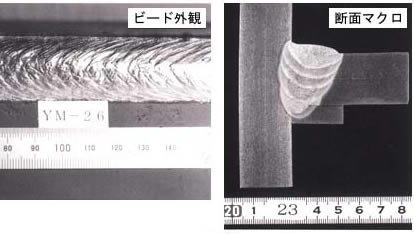
写真3 ビード概観・断面形状例
(2)YM-28 ・・・ 薄板溶接のエース(CO₂用、Ar-CO₂用)
低電流域でも溶接条件範囲が広く安定した溶接が可能で、薄板の溶接のエース的なワイヤです。今回の新技術により更に安定した溶接性となりました。軟鋼及び490N/mm²級高張力鋼板を使用した各種構造物の突合せ及びすみ肉溶接用として使用され、次のような特長があります。
1.薄板溶接(200A以下のショートアーク域)での条件範囲が広く、ビード外観が抜群
2.下進溶接が可能
3.Ar-CO₂溶接でも、広い電流範囲でアークが安定し、低スパッタ
4.ワイヤ送給がスムーズ
薄板での適正電圧範囲について、一般ワイヤとの比較を図7に、薄板のすみ肉溶接における、ビード外観と断面のマクロ状況を写真4に示します。
(3)YM-55C ・・・ 建築構造用鋼材のCO₂大入熱・高パス間温度溶接用
大震災以来、建築物に対する性能要求が厳しくなっております。大入熱・高パス間溶接においても、高性能が得られる、新タイプ(YGW18)のCO₂溶接用ワイヤです。主に、建築構造用に用いられる軟鋼及び490~520N/mm²級高張力鋼板の突合せ及びすみ肉溶接用として使用され、次のような特長があります。
1.JASS6(日本建築学会・鉄骨工事技術指針・工場製作篇)の管理目標上限(40kJ/cm、350℃)でも、十分な強度・じん性が確保でき、作業能率が大幅に向上
2.アーク状態、スパッタ、ビード外観、ワイヤ送給性などはYM-26と同等
継ぎ手溶接における機械的性能に及ぼす溶接入熱の影響例を図8に示します。
低電流域でも溶接条件範囲が広く安定した溶接が可能で、薄板の溶接のエース的なワイヤです。今回の新技術により更に安定した溶接性となりました。軟鋼及び490N/mm²級高張力鋼板を使用した各種構造物の突合せ及びすみ肉溶接用として使用され、次のような特長があります。
1.薄板溶接(200A以下のショートアーク域)での条件範囲が広く、ビード外観が抜群
2.下進溶接が可能
3.Ar-CO₂溶接でも、広い電流範囲でアークが安定し、低スパッタ
4.ワイヤ送給がスムーズ
薄板での適正電圧範囲について、一般ワイヤとの比較を図7に、薄板のすみ肉溶接における、ビード外観と断面のマクロ状況を写真4に示します。
(3)YM-55C ・・・ 建築構造用鋼材のCO₂大入熱・高パス間温度溶接用
大震災以来、建築物に対する性能要求が厳しくなっております。大入熱・高パス間溶接においても、高性能が得られる、新タイプ(YGW18)のCO₂溶接用ワイヤです。主に、建築構造用に用いられる軟鋼及び490~520N/mm²級高張力鋼板の突合せ及びすみ肉溶接用として使用され、次のような特長があります。
1.JASS6(日本建築学会・鉄骨工事技術指針・工場製作篇)の管理目標上限(40kJ/cm、350℃)でも、十分な強度・じん性が確保でき、作業能率が大幅に向上
2.アーク状態、スパッタ、ビード外観、ワイヤ送給性などはYM-26と同等
継ぎ手溶接における機械的性能に及ぼす溶接入熱の影響例を図8に示します。
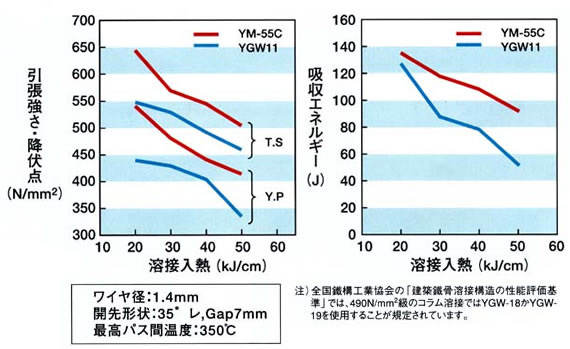
図8 継手溶接における機械的性質に及ぼす溶接入熱の影響例
(4)YM-55AG ・・・ 建築構造用鋼材のAr-CO₂大入熱・高パス間温度溶接用
YM-55Cと同様に建築構造物の大入熱・高パス間溶接で、高性能の得られる新タイプ(YGW19)のAr-CO₂溶接用ワイヤです。主に、建築構造用に用いられる軟鋼及び490~520N/mm²級高張力鋼板の突合せ及びすみ肉溶接用として使用され、次のような特長があります。
1.JASS6(日本建築学会・鉄骨工事技術指針・工場製作篇)の管理目標上限(40kJ/cm、350℃)でも、十分な強度・じん性が確保でき、作業能率が大幅に向上
2.Ar-CO₂溶接用でアーク状態、スパッタ、ビード外観、ワイヤ送給性に優れる
(5)YM-28S ・・・ Ar-CO₂溶接で優れたビード形状と溶接金属性能
CO₂溶接と比較し、Ar-CO₂混合ガス溶接は、スパッタの発生が少ない、ビード外観が良好である等の特長を有しますが、この特性を十分に発揮し、安定した溶接作業性と、溶接性能が得られるように設計されたワイヤです。Ar-CO₂溶接による、軟鋼及び490N/mm²級高張力鋼板を使用した各種構造物の突合せ及びすみ肉溶接用として使用され、次のような特長があります。
1.Ar-CO₂混合ガス溶接でアークの安定性が抜群
2.大電流溶接でスパッタが少なく、ビード外観良好
3.溶接金属のじん性が優れる
4.ワイヤの送給性に優れる
表1 代表銘柄の仕様及び機械的性質の一例
| 銘柄 | 該当規格 JIS Z 3312 |
適用ガス | 降伏点 (N/mm²) |
引張強さ (N/mm²) |
伸び (%) |
吸収エネルギー (2Vノッチ) |
|
| ℃ | J | ||||||
| YM-26 | YGW11 | CO₂ | 506 | 568 | 29 | 0 | 120 |
| YM-28 | YGW12 | CO₂及び Ar+10~50% CO₂ |
446 | 546 | 29 | 0 | 115 |
| YM-55C | YGW18 | CO₂ | 595 | 660 | 29 | 0 | 142 |
| YM-55AG | YGW19 | Ar+5~25% CO₂ | 542 | 623 | 29 | -20 | 177 |
| YM-28S | YGW15 | Ar+5~25% CO₂ | 505 | 580 | 30 | -20 | 142 |
おわりに
以上、ニッテツソリッドワイヤの優れた特性の秘密と、製品の一部を紹介させていただきました。
ここに紹介した銘柄は、本技術が生かされている主要製品の一部ですが、先にも述べたように、今後は、当社ソリッドワイヤの大半を本技術により製造することになります。今後とも、使いやすい製品をより安定して供給できるよう努力してまいります。よろしくご愛用願います。
ここに紹介した銘柄は、本技術が生かされている主要製品の一部ですが、先にも述べたように、今後は、当社ソリッドワイヤの大半を本技術により製造することになります。今後とも、使いやすい製品をより安定して供給できるよう努力してまいります。よろしくご愛用願います。