技術情報溶接Q&A
F0312電極VEGA溶接法
はじめに
近年、鋼構造物の大型化に伴い使用鋼板は極厚化の傾向にあり、溶接施工におけるさらなる高能率化が要望されています。そこで、こうしたご要望に応えるため、弊社は、三菱重工業(株)神戸造船所殿と共同で立向継手を1パスで溶接する高能率なエレクトロガスアーク溶接法として2電極VEGA溶接法を開発しました。2電極VEGA溶接法は、弊社がすでに販売している高能率なエレクトロガスアーク溶接法であるVEGA溶接法をベースに、VEGA溶接法では得られなかった極厚鋼板の溶接における溶接部の溶け込み安定化と、さらなる溶接能率の向上を図ることを目的に開発しました。
以下に2電極VEGA溶接法の概要と特長をご紹介します。
2電極VEGA溶接法の概要
2電極VEGA溶接法は、写真1及び図1に示すように板厚方向に溶接トーチ(電極)を2本配置し、これを板厚方向に揺動させながら走行台車が自動上昇する溶接法です。トーチの揺動はモーターの回転運動を直線運動に変換することにより行われ、走行台車の上昇はワイヤの溶接電流を検知することによりワイヤ突き出し長さを一定に保つように制御され、完全自動化を可能にしています。また、溶接材料として、摺動銅板側電極にはフラックス入りワイヤ(EG-3T)、裏当材側電極にはソリッドワイヤ(YM-55H)、裏当には2電極VEGA溶接専用のセラミックス製裏当材SB-60VTを使用します。
図1 2電極VEGA溶接法の概念図
2電極VEGA溶接法の特長
2電極VEGA溶接法の特長を以下に述べます。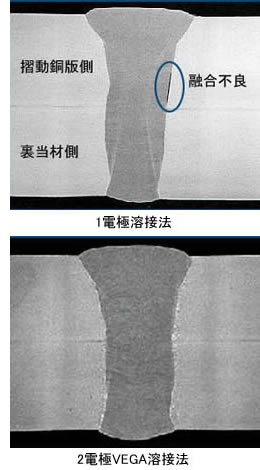
(1)安定した溶け込み形状
2電極VEGA溶接法では、VEGA溶接法(以降、1電極溶接法と呼ぶことにします)に比べ溶接部の溶け込みが安定し、板厚の増加に伴いその優位性は顕著になります。その理由を次に述べます。
1電極溶接法では、鋼板の極厚化に伴いワイヤの揺動幅が非常に大きくなるため、熱源であるアークの移動も大きくなり、溶接金属の凝固形態が板厚方向で大きく偏るようになります。その結果、開先裏面(表面)側にワイヤがあるとき、反対側である開先表面(裏面)側にスラグが凝固し始め、そのスラグ上にアークが発生するためアークが不安定となり、右の写真に示すような融合不良が発生しやすくなります。また、表及び裏ビード形成性も溶接条件及び開先形状に大きく左右され形状も安定しにくくなります。
一方、2電極VEGA溶接法には2つの熱源があり、1電極法に比べ揺動幅も小さくできるため、融合不良は生じにくく、表及び裏ビード形成性も良好です。写真3に各板厚における溶接継手の断面マクロを示します。
(1)安定した溶け込み形状
2電極VEGA溶接法では、VEGA溶接法(以降、1電極溶接法と呼ぶことにします)に比べ溶接部の溶け込みが安定し、板厚の増加に伴いその優位性は顕著になります。その理由を次に述べます。
1電極溶接法では、鋼板の極厚化に伴いワイヤの揺動幅が非常に大きくなるため、熱源であるアークの移動も大きくなり、溶接金属の凝固形態が板厚方向で大きく偏るようになります。その結果、開先裏面(表面)側にワイヤがあるとき、反対側である開先表面(裏面)側にスラグが凝固し始め、そのスラグ上にアークが発生するためアークが不安定となり、右の写真に示すような融合不良が発生しやすくなります。また、表及び裏ビード形成性も溶接条件及び開先形状に大きく左右され形状も安定しにくくなります。
一方、2電極VEGA溶接法には2つの熱源があり、1電極法に比べ揺動幅も小さくできるため、融合不良は生じにくく、表及び裏ビード形成性も良好です。写真3に各板厚における溶接継手の断面マクロを示します。
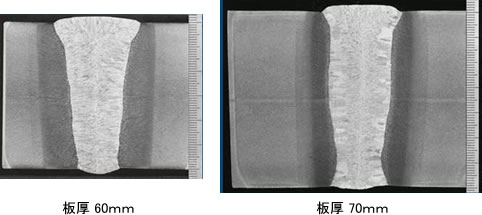
写真3
(2)溶接速度の向上
2電極VEGA溶接法ではワイヤを同時に2本使用するため、図2に示すように板厚50~70mmにおける溶接速度が1電極溶接法に比べて約2倍になり、溶接能率の大幅な向上を図ることができます。
図2 2電極VEGA溶接法と1電極溶接法の溶接速度の比較
(表面開先幅:25mm、ルートギャップ:10mmの時)
(3)溶接入熱の低減
2電極VEGA溶接法では、表1及び図3に示すように、1電極溶接法に比べ同一開先における溶接入熱を低減できます。溶接入熱の低減は、母材熱影響部における靭性劣化防止の観点から重要な要素であり、溶接継手の諸特性の信頼性向上を図ることができます。
表1 2電極VEGA溶接施工条件の一例
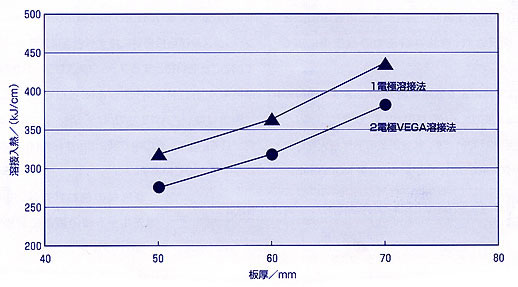
2電極VEGA溶接法と1電極溶接法の溶接入熱の比較
(表面開先幅:25mm、ルートギャップ:10mmの時)
(表面開先幅:25mm、ルートギャップ:10mmの時)
(4)1ラン長尺溶接性の向上
一般的なエレクトロガスアーク溶接用フラックス入りワイヤの巻き重量は1コイル20kg程度が主流です。しかし、極厚鋼を用いた造船分野の外板(シャーストレーキ等)の長尺溶接時に使用するワイヤの使用量は、1コイルでは不足するため、溶接を中断してワイヤを取り替える作業が必要になります。また、溶接を中断したビードの終端部は溶接金属中央部に割れが発生するため、その部分の補修溶接を行わなければならず、工数増加の一因となります。その点、2電極VEGA溶接法ではフラックス入りワイヤ及びソリッドワイヤを同時に使用する溶接法であるため、1電極溶接法に比べ同一板厚で約2倍の溶接長を1ランで溶接することが可能となります。
(5)良好な溶接金属の機械的性質
2電極VEGA溶接法では、表2に示すように日本海事協会(NK)の規格であるKEW53及びKEW53Y40を十分満足する溶接金属の機械的性質が得られ、広範囲での適用が期待できます。
表2 継手溶接金属の機械的性質の一例

(6)シールドガス使用量の減少
2電極VEGA溶接法では1電極溶接法に比べ溶接速度が約2倍になるため、シールドガス使用量が約半分となり、溶接コストの低減を図ることができます。
おわりに
以上、2電極VEGA溶接法の概要と特長をご紹介しましたが、現在、本溶接法での実船適用も開始されています。
今後、適用鋼板の高強度・高靭性化及び極厚化の拡大に伴い本溶接法が皆様のトータルコスト低減の一助になれば幸いと考えています。
今後、適用鋼板の高強度・高靭性化及び極厚化の拡大に伴い本溶接法が皆様のトータルコスト低減の一助になれば幸いと考えています。