技術情報溶接Q&A
F036エレクトロスラグ溶接法(SESNET溶接法)について
はじめに
近年、鉄骨建築分野では建築物の超高層化、深地下化傾向の中で使用される鋼材は、より一層高強度化、高靱化、高付加価値化とともに極厚化が図られつつあり、近未来の都市ビルには板厚が100mmにも及ぶ鋼材を使用するボックス柱の利用が見込まれている。また、構造物の安全性の関心が高まっている昨今、新日本製鐵(株)では建築鉄骨用大入熱対応の高HAZ靭性のHTUFF鋼が開発され、優れた溶接金属性能が得られるSESNET溶接用材料も開発されている。この四面ボックス柱製作の溶接組み立てに、高能率な立向1パス継手溶接のエレクトロスラグ溶接(SESNET溶接)が適用されている。本報ではSESNET溶接の概要、原理、特長などを解説し、使用上の注意点を紹介する。
SESNET溶接法の概要、原理
当社が非消耗ノズル上昇式簡易エレクトロスラグ溶接法として開発を行った、SESNET法(Simplified Electroslag WeldingProcess with Non-Consumable Elevating Tip)は、高能率で経済的な立向1パス溶接法である。SESNET法とアーク溶接法の相違点は、アーク溶接法はアーク熱を利用するのに対し、SESNET溶接法は溶融スラグの抵抗発熱を利用してワイヤおよび母材を溶融することである。
ボックス柱の状況および原理を図1に示すが、溶接はダイアフラムおよびスキンプレート端面と当金とで囲まれた立向狭開先(I形開先またはレ形開先)内に非消耗ノズルを設置し、このノズル中空部をガイドとして細径ワイヤを供給し、開先にフラックスを添加して、直流定電圧特性の溶接電源を用いてエレクトロスラグ溶接を行う。
溶接開始直後、アーク熱によりフラックスが溶融されスラグ浴が形成される。 この溶融スラグは通電電流による自らの抵抗発熱で高温となり、連続供給されるワイヤおよび母材が溶融され、スラグ浴の底部に溶融金属が形成される。 溶融金属の増加にともない溶接電流が変化するが、この変化を検知して、ワイヤの突き出し長さを一定に保持する制御により、ノズルを自動的に上昇させ高能率な立向上進溶接が行われる。
図1 ボックス柱およびSESNET溶接の概略図
SESNET溶接法の特長
本溶接法は、鉄骨ボックス柱構造の製造プロセスにおけるダイアフラムとスキンプレートの立向溶接や、造船の厚板構造部材の溶接に適用されている1パス上進自動溶接法である。
ダイアフラムの板厚が19~65mmは1電極、60mm~100mmには2電極法が採用され、1電極ではノズルを開先内で固定あるいは水平方向に揺動させ、2電極では板厚に応じた極間でノズルを固定して溶接を行う。
以下にそのSESNET溶接の特長を示す。
1.スパッタの発生は殆どなく溶着効率はほぼ100%になる。
2.高電流密度により、ワイヤ溶融速度が速く、消耗式エレクトロスラグ溶接に比べ高速溶接となる。
3.開先は、I形、レ形開先で開先準備が容易。また、溶接による角変形も少ない。
4.非消耗水冷式ノズルにより、ノズルを繰り返し使用できる。
5.無監視溶接ができ複数台の溶接作業ができる。
さらに、2電極SESNET溶接法の特長を以下に示す。
1.2電極同時の自動上昇制御機構により、1電極同様安定した溶接ができる。
2.2電極化によって板厚100mm程度においても高能率溶接ができる。
3.溶接装置は小型・軽量で、1電極と同様、熟練を必要とせず複数台の溶接作業ができる。
ダイアフラムの板厚が19~65mmは1電極、60mm~100mmには2電極法が採用され、1電極ではノズルを開先内で固定あるいは水平方向に揺動させ、2電極では板厚に応じた極間でノズルを固定して溶接を行う。
以下にそのSESNET溶接の特長を示す。
1.スパッタの発生は殆どなく溶着効率はほぼ100%になる。
2.高電流密度により、ワイヤ溶融速度が速く、消耗式エレクトロスラグ溶接に比べ高速溶接となる。
3.開先は、I形、レ形開先で開先準備が容易。また、溶接による角変形も少ない。
4.非消耗水冷式ノズルにより、ノズルを繰り返し使用できる。
5.無監視溶接ができ複数台の溶接作業ができる。
さらに、2電極SESNET溶接法の特長を以下に示す。
1.2電極同時の自動上昇制御機構により、1電極同様安定した溶接ができる。
2.2電極化によって板厚100mm程度においても高能率溶接ができる。
3.溶接装置は小型・軽量で、1電極と同様、熟練を必要とせず複数台の溶接作業ができる。
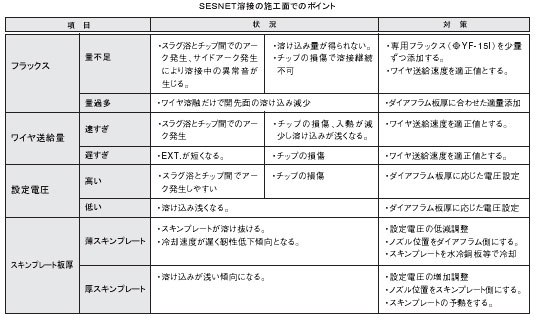
SESNET溶接における施工注意点
さらに、推奨溶接材料を表1に、標準的な溶接条件例を表2、表3に示す。
また、図2にダイアフラム板厚に対する設定電圧、図3にダイアフラム板厚と適正フラックス添加量を示す。
また、図2にダイアフラム板厚に対する設定電圧、図3にダイアフラム板厚と適正フラックス添加量を示す。
おわりに
以上、SESNET溶接法の原理・特長を紹介したが、溶接実施工のトータルコスト低減の一助になれば幸いである。