技術情報溶接Q&A
F040日鉄の造船向け溶接自動化機器、装置
はじめに
日本経済の回復に伴う物流の活性化などから造船各社が近年活況を呈しており、今後も継続すると予想されております。そのため、造船各社では、さらなる溶接の品質向上と能率向上をめざしてさまざまな自動化が推進されています。当社もこれまで日本をはじめ海外の造船所に対し、溶接自動化機器、装置を供給してきました。現在も常に機器の改良や新しい溶接機器の開発に取り組んでいます。そこで今回改めて造船向け溶接自動化機器、装置についてご紹介いたします。板継ぎ溶接の自動化機器、装置について
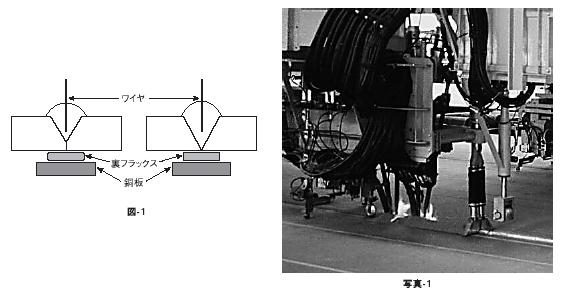
●大板の片面板継ぎ溶接造船における大板の板継ぎ溶接は一般的には図-1に示すように、YあるいはV開先継ぎ手の裏面に銅バッキング上に裏フラックスをセットして3電極あるいは4電極により高能率に片面溶接を行っています。当社は鋼板の仮付けから片面溶接までの一貫した設備・装置を多くの造船所に納入し、溶接作業の能率化に寄与しています。高速FCuB片面溶接装置の特徴は下記の通りです。また、写真-1にその1例を示します。
1.独自の4電極方式により板厚16mmの片面溶接において従来に比べ2.5倍の150cm/min.で施工することができます。
2.入熱量を15~30%低減することができるので溶接部の衝撃性能を向上することができます。
3.板厚ごとに最適施工条件と終端処理条件をプリセットすることができ、しかも終端部を自動検出しますので溶接のスタートからエンドまで全自動化が可能です。フラックスも自動供給します。
●ブロックや曲がり外板の板継ぎ溶接
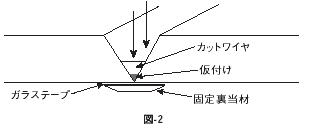
ブロック継ぎや曲がり外板の下向き片面溶接には当社が独自に開発した2電極CO₂片面溶接機NSワンサイドマグ溶接機が広く利用されています。NSワンサイドマグ溶接機はギャップゼロ、開先内仮付けでCO₂片面溶接が可能な溶接機、溶接方法です。開先形状は図-2に示すように開先裏面に固形裏当て材(SB-41)を使用し、開先内には仮付けを行うとともにカットワイヤ(YK-CM)を散布して2電極で片面溶接を能率よく行います。その特徴は下記のとおりです。
1.板厚22mmまで片面1パス溶接が可能です。また、それ以上の板厚に対しては多層盛り溶接も可能です。
2.下向き姿勢及び傾斜の片面溶接にも適しています。
3.走行台車にワイヤ送給装置を搭載しているので長尺溶接が可能です。
4.ロンジ間隔の狭いような継ぎ手には小型タイプも準備しています。
ブロック継ぎや曲がり外板の下向き片面溶接には当社が独自に開発した2電極CO₂片面溶接機NSワンサイドマグ溶接機が広く利用されています。NSワンサイドマグ溶接機はギャップゼロ、開先内仮付けでCO₂片面溶接が可能な溶接機、溶接方法です。開先形状は図-2に示すように開先裏面に固形裏当て材(SB-41)を使用し、開先内には仮付けを行うとともにカットワイヤ(YK-CM)を散布して2電極で片面溶接を能率よく行います。その特徴は下記のとおりです。
1.板厚22mmまで片面1パス溶接が可能です。また、それ以上の板厚に対しては多層盛り溶接も可能です。
2.下向き姿勢及び傾斜の片面溶接にも適しています。
3.走行台車にワイヤ送給装置を搭載しているので長尺溶接が可能です。
4.ロンジ間隔の狭いような継ぎ手には小型タイプも準備しています。
●短尺部材あるいは曲面部の板継ぎ溶接
短尺ではあるが傾斜した溶接線の板継ぎ溶接や曲面突合せ溶接には簡易溶接ロボットNAVI-21が使用されています。NAVI-21の特徴は下記の通りです。
1.溶接線の教示、記憶機能を有しているのでガイドレールのセットが容易でしかも溶接狙い位置が安定。
2.曲面溶接部のようにレールを正確にセットすることが困難な継ぎ手にも容易に対応可能。
3.記憶区間の自動溶接開始、自動停止により、始終端部の品質も安定。
4.多彩なウィービング機能により、安定した溶接品質を確保。
5.溶接施工中も施工条件をリアルタイムで修正が可能。写真-2には曲面溶接での実用例を示します。さらには、短尺部材の連続多層溶接に対してはNAVI-21の多層溶接機能を応用することにより、溶接作業の能率化、無人化を実現します。
●立て向き板継ぎ溶接
ブロックやコンテナ船のシャーストレーキの立て向き突き合わせ溶接には1パス高能率エレクトロガスアーク溶接機VEGA-Aや2電極VEGA溶接機が使われています。また、多層盛溶接には簡易自動溶接機UNI-OSCON溶接機や前述のNAVI-21などが実用化されています。高能率エレクトロガスアーク溶接機VEGA-Aは以下に示す特徴を有しています。
1.オシレート機能を有していますので板厚12~28mmまでの1パス溶接が可能です。
2.継ぎ手のギャップ変動に対してアークセンサーにより、溶接速度を自動的にリアルタイムで修正するので、均一な溶接ビードが得られます。
3.固形裏当材(SB-60V)を使用することにより、均一で安定した裏波ビードを得ることができます。
4.表面ビードは摺動銅板により、余盛形状をコントロールします。
2電極VEGA溶接機はVEGA-Aの特徴をそのままに2電極式に改良したもので1電極に比べ溶接速度が1.5倍~2.5倍にアップします。また、板厚50mm以上の継ぎ手に対して溶接能率向上に威力を発揮します。写真-3にVEGA-A、2電極VEGAで施工した断面マクロを示します。
短尺ではあるが傾斜した溶接線の板継ぎ溶接や曲面突合せ溶接には簡易溶接ロボットNAVI-21が使用されています。NAVI-21の特徴は下記の通りです。
1.溶接線の教示、記憶機能を有しているのでガイドレールのセットが容易でしかも溶接狙い位置が安定。
2.曲面溶接部のようにレールを正確にセットすることが困難な継ぎ手にも容易に対応可能。
3.記憶区間の自動溶接開始、自動停止により、始終端部の品質も安定。
4.多彩なウィービング機能により、安定した溶接品質を確保。
5.溶接施工中も施工条件をリアルタイムで修正が可能。写真-2には曲面溶接での実用例を示します。さらには、短尺部材の連続多層溶接に対してはNAVI-21の多層溶接機能を応用することにより、溶接作業の能率化、無人化を実現します。
●立て向き板継ぎ溶接
ブロックやコンテナ船のシャーストレーキの立て向き突き合わせ溶接には1パス高能率エレクトロガスアーク溶接機VEGA-Aや2電極VEGA溶接機が使われています。また、多層盛溶接には簡易自動溶接機UNI-OSCON溶接機や前述のNAVI-21などが実用化されています。高能率エレクトロガスアーク溶接機VEGA-Aは以下に示す特徴を有しています。
1.オシレート機能を有していますので板厚12~28mmまでの1パス溶接が可能です。
2.継ぎ手のギャップ変動に対してアークセンサーにより、溶接速度を自動的にリアルタイムで修正するので、均一な溶接ビードが得られます。
3.固形裏当材(SB-60V)を使用することにより、均一で安定した裏波ビードを得ることができます。
4.表面ビードは摺動銅板により、余盛形状をコントロールします。
2電極VEGA溶接機はVEGA-Aの特徴をそのままに2電極式に改良したもので1電極に比べ溶接速度が1.5倍~2.5倍にアップします。また、板厚50mm以上の継ぎ手に対して溶接能率向上に威力を発揮します。写真-3にVEGA-A、2電極VEGAで施工した断面マクロを示します。

写真2
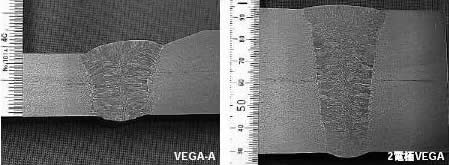
写真3
●横向き板継ぎ溶接
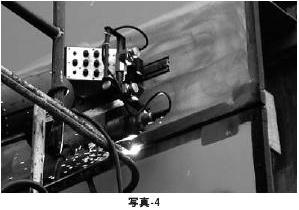
横向き片面突合せ溶接が造船の組立溶接において最も自動化が進んでいないといわれています。このような溶接部の自動化機器として当社は超軽量の自動溶接機SY-miniを推奨しており、すでに実用化されている造船所もあります。SY-miniの最も大きな特徴は従来の自動溶接機と比較してウィービング装置を含めても約8kgと小型軽量です。そのためガイドレールへのセットが容易で、溶接中にもリアルタイムで狙い位置の修正などをより容易に行うことができます。写真-4には横向き溶接でのSY-miniの使用例を示します。
横向き片面突合せ溶接が造船の組立溶接において最も自動化が進んでいないといわれています。このような溶接部の自動化機器として当社は超軽量の自動溶接機SY-miniを推奨しており、すでに実用化されている造船所もあります。SY-miniの最も大きな特徴は従来の自動溶接機と比較してウィービング装置を含めても約8kgと小型軽量です。そのためガイドレールへのセットが容易で、溶接中にもリアルタイムで狙い位置の修正などをより容易に行うことができます。写真-4には横向き溶接でのSY-miniの使用例を示します。
すみ肉溶接の自動化機器、装置
造船の溶接作業の多くを占めるすみ肉溶接の自動化に対しても、当社は大型の設備装置や2電極高速すみ肉溶接装置から簡易すみ肉溶接台車まで各種取り揃え、需要家に納入しています。
●2電極高速すみ肉溶接装置(HS-MAG溶接法)
高速すみ肉溶接法(HS-MAG溶接法)は高溶着で優れたアークの安定と直進性をもつシームレスフラックス入りワイヤを使用した2電極タンデムすみ肉溶接法で2電極1プールを採用することにより、すみ肉溶接の高速化を実現することができました。HS-MAG溶接法の特徴は下記の通りです。
1.溶接速度1.2m/min.で脚長5mmのすみ肉溶接を行うことができます。
2.無機ジンクリッチプライマ塗布鋼板のすみ肉溶接において優れた耐ピット、耐ブローホール性があります。
3.HS-MAG溶接法を使った多電極すみ肉溶接装置を写真-5に示します。
●簡易すみ肉溶接台車
簡易すみ肉溶接台車の歴史は古く、グラビテイ溶接に代わってすみ肉溶接の自動化に大きく寄与した溶接機器で、当社も溶接対象部により、各種取り揃えています。最近では新たに開発したNS・キャリーオートが好評で、今後もすみ肉溶接の自動化に貢献するものです。簡易すみ肉溶接台車は作業者1人で複数台使用する場合から、門型架台の下にすみ肉溶接台車を複数台セットして溶接を行う鵜飼い方式まで、さまざまに工夫しています。
●2電極高速すみ肉溶接装置(HS-MAG溶接法)
高速すみ肉溶接法(HS-MAG溶接法)は高溶着で優れたアークの安定と直進性をもつシームレスフラックス入りワイヤを使用した2電極タンデムすみ肉溶接法で2電極1プールを採用することにより、すみ肉溶接の高速化を実現することができました。HS-MAG溶接法の特徴は下記の通りです。
1.溶接速度1.2m/min.で脚長5mmのすみ肉溶接を行うことができます。
2.無機ジンクリッチプライマ塗布鋼板のすみ肉溶接において優れた耐ピット、耐ブローホール性があります。
3.HS-MAG溶接法を使った多電極すみ肉溶接装置を写真-5に示します。
●簡易すみ肉溶接台車
簡易すみ肉溶接台車の歴史は古く、グラビテイ溶接に代わってすみ肉溶接の自動化に大きく寄与した溶接機器で、当社も溶接対象部により、各種取り揃えています。最近では新たに開発したNS・キャリーオートが好評で、今後もすみ肉溶接の自動化に貢献するものです。簡易すみ肉溶接台車は作業者1人で複数台使用する場合から、門型架台の下にすみ肉溶接台車を複数台セットして溶接を行う鵜飼い方式まで、さまざまに工夫しています。
溶接装置、機器と溶接材料の組み合わせ
造船におけるそれぞれの溶接継ぎ手を対象とした当社の溶接装置、機器を紹介してきましたが、当然のことながらそれぞれの装置や機器に最適の溶接材料が必要となってきます。各溶接装置、器に最適な当社の溶接材料の一覧を表-1に示します。
表1
| 適用溶接箇所 | 溶接装置、機器 | 最適溶接材料 |
| 大板継ぎ(下向き突合せ) | 4電極高速FCuB片面溶接装置 | Y-A & NSH-50 & NSH-1R |
| ブロック、曲がり外板板継ぎ (下向き突合せ) |
NSワンサイドマグ溶接機 | YM-55H & SF-1 & YK-CM & SB-41GL |
| 短尺部材、曲面部の板継ぎ (斜め立向き,立向き突合せ) |
簡易溶接ロボットNAVI-21 | SF-1、AS-1 |
| 外板立て向き継ぎ手 | エレクトロガスアーク溶接機、 VEGA-A、2電極VEGA |
YM-55H & EG-3T & SB-60VT |
| 曲がり外板立て向き継ぎ手 | 簡易溶接ロボットNAVI-21 UNI-OSCON |
SF-1、AS-1 |
| 横向き板継ぎ溶接 | SY-mini | SF-1、AS-1 |
| ロンジ材すみ肉溶接 | HS-MAG溶接装置 | SF-1、AS-1、SM-1F、PL-22 |
| スチフナ、面材すみ肉溶接 | 簡易すみ肉溶接台車 | SF-1、AS-1、SM-1F、PL-22 |
おわりに
以上、造船を対象とした当社の溶接自動化装置、機器について紹介してきましたが、造船だけでなく各種製造業の溶接効率化にも適用できるものばかりです。今後も需要家のニーズに応えるべく改良、開発を進めてまいりますので、さらなる自動化をお考えの皆様は、当社に是非お問い合わせいただきますよう、よろしくお願い申し上げます。今後も引き続き、新しい製品の紹介をさせていただきたいと考えております。