技術情報溶接Q&A
F043薄鋼板の溶接用ソリッドワイヤについて
はじめに
薄鋼板の代表的ユーザーとして自動車、建築材料および容器業界が挙げられます。特に自動車業界においては、燃費向上を目的としたエンジン開発、車体軽量化などの抜本的な技術開発が進展しています。これらを背景とした技術開発競争をきっかけとして、国内自動車メーカーも含め世界的再編が起こっており、下請けなどの関連企業も含め競争は益々激化している状況であります。
この動向が製造工程におけるアーク溶接全般にも影響を及ぼしています。車体軽量化のために各部に高強度鋼板も適用され薄板化が図られています。さらにはアルミやマグネシウム等の軽量材料の検討および適用も広がっています。また、徹底したコストダウンを図るべく、溶接の手直し工程を最小限にする、溶接速度を速くする等の従来からの課題についても、さらなる改善を要求されています。
メーカーによって多少異なりますが、大まかに言って自動車のアーク溶接に関しては、2.0~3.2mmの板厚が最も多く使用されています。また、溶接法はJIS Z3312 YGW12等の汎用ソリッドワイヤを用いたマグ溶接が一般的であり、ワイヤ径は1.2mmΦ、溶接速度は50~100cm/min程度が多く使われています。当社YGW12の代表的なワイヤとしてYM-28が知られております。
本稿では各種薄板溶接法の特長とワイヤについて紹介いたします。
表1に今回紹介いたします各種ワイヤの特長を示します。
表1 各種ワイヤと特長
| ワイヤ 銘柄 |
JIS規格 JIS Z 3312 |
シールド ガス |
特 長 |
| YM-28 | YGW12 | CO₂、Ar-CO₂ | 汎用小電流溶接用 |
| YM-30 | YGW17 | Ar-CO₂ | 耐ギャップ性(架橋性)、低スパッタ |
| YM-24T | YGW16 | Ar-CO₂ | 薄板高速溶接用、耐ギャップ性(架橋性) |
| YM-24S | YGW17 | Ar-CO₂ | 薄板高速溶接用、低スパッタ |
| YM-22Z | YGW17 | Ar-CO₂ | 合金化溶融亜鉛めっき鋼板用(亜鉛目付け量45~60gr/m²程度) |
| YM-28Z | YGW14 | CO₂ | 溶融亜鉛めっき鋼板用(亜鉛目付け量270gr/m²程度) |
| YM-28 (エコ) |
YGW12 | CO₂ | めっきなしの汎用小電流溶接用 |
耐溶け落ち、耐ギャップ性に優れる溶接用ワイヤ
軽量化を図る手段として一般的に多く用いられるのが、鋼板を高強度材にし、板厚を薄くして重量を減らすという手法です。しかし、アーク溶接では板厚が過剰に薄くなると、アーク力や溶融池の自重により母材が溶け落ちしやすくなるという性質があります。一般に1.6mm程度以下の厚さの鋼板になると、溶接の安定性が悪くなります。
また、溶け落ち防止のため大きな脚長がつけられないことから、開先ルートギャップが大きい場合は溶接品質の劣化を招きます。今後も、特に自動車用鋼板はより薄くなることが予想されることから、薄板でも溶け落ちにくく、ルートギャップが大きくても溶接が可能な溶接材料の必要性が高まり、当社ではこれらに対応する溶接材料の開発を進めてまいりました。
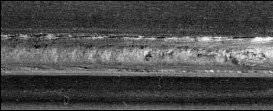
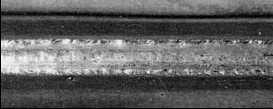
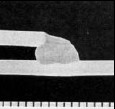
YM-30は合金成分や添加成分を調整することにより、ビード形状が平らでビード幅が広く、溶け込みが浅くなるように設計されています。そのためギャップのあるところでも架橋性が優れています。さらに、ワイヤ中にシールド不良に対応する元素を添加し、大気混入による気孔欠陥を軽減できるように設計されております。
写真1にビ―ド外観および断面マクロを、図1に耐ギャップ性試験結果を示します。
YM-28Zは、本来、溶融亜鉛めっき鋼板用に開発されたワイヤで、比較的厚目付け(Z27:270g/m²程度)の鋼板のCO₂溶接でビード外観に優れ、ブローホール、スパッタ発生の少ない特性を有していますが、普通鋼板の薄板の溶接でも耐溶け落ち性、耐シールド性に優れスパッタの発生が少なく、良好なビード外観が得られることが確認されています。
図2に溶接速度と気孔の関係を、図3に短絡回数とスパッタ発生量の関係を示します。
YM-24Tは薄板高速溶接用として、耐溶け落ち性の向上を目的に開発されたワイヤで、80%Ar-20%CO₂およびAr+5~30%CO₂+O₂のシールドガスを使用し、特に酸素を適量添加したミグ溶接において、ビードの広がりを持たせ架橋性に優れており、インバータ制御のパルス電源との組合せで最も効果を発揮します。図4に耐ギャップ性能(架橋性評価結果)を示します。
また、溶け落ち防止のため大きな脚長がつけられないことから、開先ルートギャップが大きい場合は溶接品質の劣化を招きます。今後も、特に自動車用鋼板はより薄くなることが予想されることから、薄板でも溶け落ちにくく、ルートギャップが大きくても溶接が可能な溶接材料の必要性が高まり、当社ではこれらに対応する溶接材料の開発を進めてまいりました。
YM-30は合金成分や添加成分を調整することにより、ビード形状が平らでビード幅が広く、溶け込みが浅くなるように設計されています。そのためギャップのあるところでも架橋性が優れています。さらに、ワイヤ中にシールド不良に対応する元素を添加し、大気混入による気孔欠陥を軽減できるように設計されております。
写真1にビ―ド外観および断面マクロを、図1に耐ギャップ性試験結果を示します。
YM-28Zは、本来、溶融亜鉛めっき鋼板用に開発されたワイヤで、比較的厚目付け(Z27:270g/m²程度)の鋼板のCO₂溶接でビード外観に優れ、ブローホール、スパッタ発生の少ない特性を有していますが、普通鋼板の薄板の溶接でも耐溶け落ち性、耐シールド性に優れスパッタの発生が少なく、良好なビード外観が得られることが確認されています。
図2に溶接速度と気孔の関係を、図3に短絡回数とスパッタ発生量の関係を示します。
YM-24Tは薄板高速溶接用として、耐溶け落ち性の向上を目的に開発されたワイヤで、80%Ar-20%CO₂およびAr+5~30%CO₂+O₂のシールドガスを使用し、特に酸素を適量添加したミグ溶接において、ビードの広がりを持たせ架橋性に優れており、インバータ制御のパルス電源との組合せで最も効果を発揮します。図4に耐ギャップ性能(架橋性評価結果)を示します。
| 溶接姿勢 | ビード外観 | 断面マクロ |
| 横向重ね 継手溶接 |
 |
 |
| 下向重ね すみ肉溶接 |
 |
 |
 |
 |
 |
| 図1 テーパーギャップ溶接による耐ギャップ性試験結果(当社試験例) | 図2 YM-28Zの溶接速度と気孔の関係(水平重ね継手) | |
 |
 |
| 図3 YM-28Zの短絡回数とスパッタ発生量の関係 | 図4 YM-24Tの耐ギャップ性能(架橋性評価結果) (ギャップの広い側から溶接開始) |
高速・低スパッタ用パルス溶接ワイヤ
最近の溶接性改善に対する溶接電源の開発は目覚しいものがあり、特にデジタルパルス・インバータ制御による高速で精密な電流波形制御が可能になったことから、溶接現象そのものを制御する方法が採用され、短絡移行時の溶滴の制御により、スパッタの発生量を飛躍的に抑制できるようになりました。図5にインバータ電源における波形制御によるスパッタ低減の概念例を示します。
YM-24Sは高性能インバータ制御のパルスマグ溶接機に合わせた専用ワイヤとして開発されたものです。このワイヤはアーク現象に基づき、合金成分や添加成分を調整することにより、電源の波形制御に応じて溶滴を冶金的に細粒化し移行させるように設計されたものです。
図6にパルス周波数とスパッタ発生量の関係を示します。また、図7に示すように従来法に比べ、スパッタ発生量は5分の1以下となります。
 |
 |
| 図5 インバータ電源における短絡電流波形制御の概念例. | 図6 パルス周波数とスパッタ発生量の関係 |
 |
| 図7 溶接電源、ワイヤとスパッタ発生量 |
亜鉛めっき鋼板用溶接ワイヤ
薄板の代表的使用部門である自動車では足回りなどの防錆基準の強化に伴って表面処理鋼板が多く使われています。なかでも、亜鉛めっき鋼板は、鋼の優れた強度・加工特性に比較的安価で優れた耐食性をもたせることのできる優れた鋼板で広く採用されています。
しかし、亜鉛めっき鋼板の溶接では、発生する亜鉛蒸気によりアークが不安定になり、スパッタの発生やピット、ブローホール等の気孔欠陥の発生が問題となり、溶接電源特性や専用ワイヤの開発がなされました。炭酸ガス溶接用としては前記YM-28Zがあります。
YM-22Zは合金化溶融亜鉛めっき鋼板溶接用ソリッドワイヤとして開発されたもので、溶接時の亜鉛の蒸気発生を抑制し、アークの安定性を確保するとともに、溶融池の粘性を適正化し気泡の浮上が容易になるように設計されています。自動車部品等の薄板の合金化溶融亜鉛めっき鋼板の溶接では、高速溶接(100cm/min)、低スパッタ、ビード形状確保の点から、シールドガスとしてAr-CO₂を使用したパルスマグ溶接が行われています。パルス電源との組合せにより大幅に気孔やスパッタの発生が低減できます。
表2に亜鉛めっき鋼板用ワイヤの諸元を示します。また、図8にYM-22Zと従来ワイヤとの溶接姿勢と気孔発生の関係を、図9に溶接速度と気孔の関係を示します。
しかし、亜鉛めっき鋼板の溶接では、発生する亜鉛蒸気によりアークが不安定になり、スパッタの発生やピット、ブローホール等の気孔欠陥の発生が問題となり、溶接電源特性や専用ワイヤの開発がなされました。炭酸ガス溶接用としては前記YM-28Zがあります。
YM-22Zは合金化溶融亜鉛めっき鋼板溶接用ソリッドワイヤとして開発されたもので、溶接時の亜鉛の蒸気発生を抑制し、アークの安定性を確保するとともに、溶融池の粘性を適正化し気泡の浮上が容易になるように設計されています。自動車部品等の薄板の合金化溶融亜鉛めっき鋼板の溶接では、高速溶接(100cm/min)、低スパッタ、ビード形状確保の点から、シールドガスとしてAr-CO₂を使用したパルスマグ溶接が行われています。パルス電源との組合せにより大幅に気孔やスパッタの発生が低減できます。
表2に亜鉛めっき鋼板用ワイヤの諸元を示します。また、図8にYM-22Zと従来ワイヤとの溶接姿勢と気孔発生の関係を、図9に溶接速度と気孔の関係を示します。
表2 亜鉛めっき鋼板用ワイヤの諸元
| 銘柄 | YM-22Z | YM-28Z | |
| 極性 | DCEP | ||
| 該当規格 | JISZ3312 YGW17 | JISZ3312 YGW14 | |
| ワイヤ径 | 1.2mmΦ | ||
| 適用鋼種 | 軟鋼および490N/mm²級高張力鋼 | ||
| 推 奨 条 件 |
シールドガス | Ar-20%CO₂ | CO₂ |
| 姿勢 | 全姿勢 | ||
| 亜鉛種類 | 合金化溶融亜鉛めっき | 溶融亜鉛めっき | |
| インバータパルス電源 | インバータ制御電源 | ||
 |
 |
| 図8 YM-22Zの溶接姿勢と気孔の関係 | 図9 YM-22Zの溶接速度と気孔の関係 |
環境対応型溶接ワイヤ
地球環境を考えたクリーンな溶接ワイヤとして、YM-28(エコ)も開発しました。本ワイヤはヒューム発生量を、めっきありワイヤに比べて約10%低減するとともに、コンジットライナー内での銅めっき等の削れ屑の発生が少なく、長時間の使用でも安定したワイヤ送給性が確保できます。
また、コンジットライナー内での削れ屑の発生の低減により、ライナーの交換頻度が低減でき、かつチップに持ち込まれる削れ屑も減少するため、チップ詰まりによる「チョコ停」も減少します。「エコワイヤ」に関する詳細は「溶接フォーラム」No.41をご参照ください。
また、コンジットライナー内での削れ屑の発生の低減により、ライナーの交換頻度が低減でき、かつチップに持ち込まれる削れ屑も減少するため、チップ詰まりによる「チョコ停」も減少します。「エコワイヤ」に関する詳細は「溶接フォーラム」No.41をご参照ください。
おわりに
以上、薄鋼板溶接用ソリッドワイヤについて紹介させていただきました。
特に薄鋼板の代表的ユーザーであります自動車業界を取り巻く情勢、また要求は厳しいものがありますが、ニーズに応えるべく技術開発を行い、今後も高品質で、使いやすい製品を、より安定して供給できるよう努力するとともに、薄鋼板の溶接業界に貢献してまいりたいと考えております。
今後とも、当社の溶材を一層ご愛用のほどよろしくお願いいたします。
特に薄鋼板の代表的ユーザーであります自動車業界を取り巻く情勢、また要求は厳しいものがありますが、ニーズに応えるべく技術開発を行い、今後も高品質で、使いやすい製品を、より安定して供給できるよう努力するとともに、薄鋼板の溶接業界に貢献してまいりたいと考えております。
今後とも、当社の溶材を一層ご愛用のほどよろしくお願いいたします。