技術情報溶接Q&A
F044用途別すみ肉溶接用フラックス入りワイヤの特長
フラックス入りワイヤについて
フラックス入りワイヤ(FCW)には、溶接金属の機械的性質や溶接作業性、溶接ビード外観を考慮して、さまざまな原料を配合した『フラックス』が、外皮金属の内部に充填されています。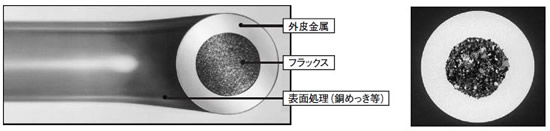
図1 SFワイヤの断面形状
『フラックス』というのは、溶融金属中に含まれる酸素を低減するための脱酸剤や、アークを安定して発生させるアーク安定剤、スラグ形成剤、機械的性能を調整する合金剤や鉄粉等の金属粉から成り立っており、原料の種類や配合量を調整してさまざまな特性を持ったフラックス入りワイヤを作ることができます。現在市販されているフラックス入りワイヤは、溶接後に発生したスラグがビード表面を覆うスラグ系のフラックス入りワイヤと、溶接後にほとんどスラグが発生しないメタル系のフラックス入りワイヤとに大別することができます。
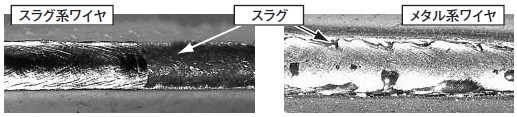
図2 スラグ被包状態
フラックスタイプについて(JIS規格解説より一部抜粋)
JIS規格では製造実績を考慮し、充填フラックスを4種類に分類しています。1.ルチール系
ルチール(チタニヤ、TiO₂)を充填フラックスの主成分とするワイヤで、用途に応じて種々のワイヤが開発されていますが、全姿勢溶接用ワイヤと下向および水平すみ肉用ワイヤとに大別されます。スラグの被包性や剥離性が良好で、スパッタが少なく、かつ、外観の良好なビードが得られる特徴を持っており、現在最も広範囲に使用されています。
2.メタル系
充填フラックスとして鉄粉、脱酸剤、合金剤などの金属粉を主体に、少量のアーク安定剤を含有するワイヤで、主として下向多層溶接に適用されます。スラグ生成量がソリッドワイヤ並みに少なく溶着速度が高いタイプのワイヤと、ややスラグ生成量の多い、主として下向および水平すみ肉溶接に適用されるタイプとがあります。
3.塩基性系
塩基性スラグを生成するワイヤで、主としてセルフシールドワイヤがこのタイプに属します。
4.その他の系
図3 各ワイヤの配合イメージ図
すみ肉溶接用フラックス入りワイヤ
●低スラグ系フラックス入りワイヤ造船や橋梁分野では、製作期間中の錆の発生を防ぐため、鋼材の表面にショッププライマ(無機ジンクプライマ、防錆塗料)が塗布されている場合があります。このプライマがアークの熱によって分解して発生するガス(水素や一酸化炭素など)が主原因で、特に溶接速度を大きくした場合、気孔欠陥(ピット、ブローホール)が発生しやすくなります。これらのガスが、気孔欠陥として溶接金属に残るかどうかは、発生するガスの量(プライマの種類、塗膜の厚み)や溶融金属が凝固する速度、スラグの性質(量、粘性など)が影響します。
図4は、無機ジンクプライマ塗布鋼板のすみ肉溶接において、気孔欠陥の発生数に及ぼすフラックス組成の影響を示したものですが、スラグ剤の主原料であるルチールを減らし、フッ化物を増加させると気孔欠陥が減少する傾向があることがわかります。
図4 フラックス組成の影響
図5は、すみ肉溶接時の溶融池周辺を撮影したものですが、スラグの性質(量、粘性など)によってスラグの挙動が異なっていることがわかります。
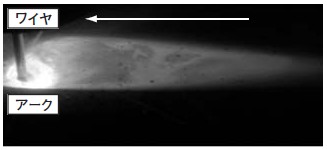
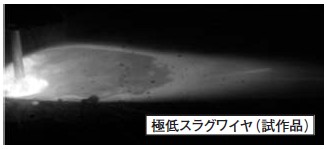
図5 溶融池周辺の状況図
表1 耐気孔性調査結果の一例
| ワイヤ径 (mm) |
電流 (A) |
電圧 (V) |
速度 (cm/min) |
ピット数 (個/750mm) |
ガス溝発生数 (個/750mm) |
||
| 1st側 | 2nd側 | 1st側 | 2nd側 | ||||
| 1.2 | 300 | 36 | 40 | 0 | 0 | 0 | 0 |
| 45 | 0 | 0 | 0 | 0 | |||
| 50 | 0 | 0 | 0 | 0 | |||
| 1.4 | 330 | 33 | 40 | 0 | 0 | 0 | 0 |
| 50 | 0 | 0 | 0 | 0 | |||
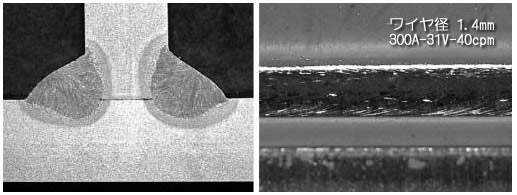
図6 ビード形状・外観例
このように、耐気孔欠陥性に着目して開発された『低スラグ系フラックス入りワイヤ』は、気孔欠陥の発生防止に効果があります。特にその効果は高速度溶接で効果があり、自動溶接装置と組み合わせると高能率なすみ肉溶接が可能となります。
なお、適用するプライマの種類や塗膜の厚みによっては良好な耐気孔性が得られない場合もありますので、場合によっては、錆の発生に影響のない範囲でプライマの膜厚を制限するか、溶接に先立って溶接部近傍のプライマを除去することも有効です。
なお、適用するプライマの種類や塗膜の厚みによっては良好な耐気孔性が得られない場合もありますので、場合によっては、錆の発生に影響のない範囲でプライマの膜厚を制限するか、溶接に先立って溶接部近傍のプライマを除去することも有効です。
●低ヒューム・低スパッタ量タイプの低スラグ系フラックス入りワイヤ
EXシリーズは、基本ワイヤの優れた特性を維持しつつ、ヒューム発生量の低減やスパッタ発生量といった溶接作業環境改善を目的としたフラックス入りワイヤです。
溶接ヒュームとは、アークの熱によってワイヤやフラックス、母材の成分が蒸気となって舞い上がり、その蒸気が空気中で冷えるときに形成される微細な酸化物粒子です。
ヒュームの主成分は酸化鉄であり、次いでワイヤ中に合金成分として含まれるSi、Mnに由来したSiO₂、MnOとなっています。
また、塗装鋼板を溶接する場合は、塗料成分を含むヒュームが発生し、その発生量は増加します。ヒューム発生量測定結果の一例(ワイヤ径1.4mm)を図7に示します。
図7 ヒューム測定結果の一例
溶接ヒュームとスパッタをフラックス入りワイヤの組成面から減少させるため、ワイヤ中のC量の減少、アーク安定剤(アルカリ金属:Na、K)の最適化といった基礎研究を基にして、EXシリーズワイヤは、基本ワイヤの優れた特性を維持しつつ、ヒューム発生量の低減やスパッタ発生量を低減したフラックス入りワイヤです。
図8 EXワイヤのヒューム・スパッタ量測定結果の一例
●大脚長水平すみ肉用ワイヤ
部材の大型化、板厚の増大に伴い、すみ肉溶接に要求される脚長が大きくなってきているという背景から、1パスで脚長9mm以上の脚長が得られるフラックス入りワイヤの開発が要望されていました。
通常のすみ肉用『低スラグ系フラックス入りワイヤ』は、耐気孔欠陥性を高めるためにスラグ量が少なく、またその組成もガス抜けを妨げない流動性の良いスラグ組成となっています。そのため、1パスの水平すみ肉溶接では、立板側にアンダーカット、下板側にオーバーラップなどの溶接欠陥が発生しやすいことから脚長8mm程度が限界で、それ以上の脚長に対しては多パス溶接が必要でした。
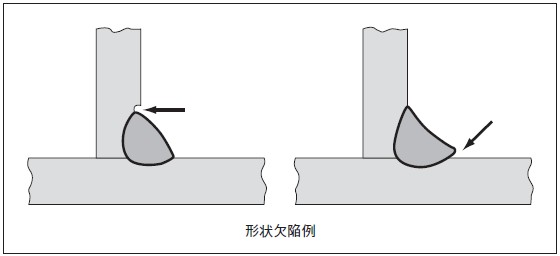
図9 溶接欠陥説明図
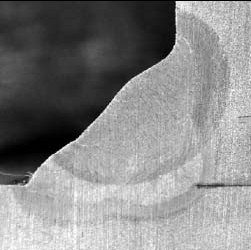
図10 低スラグ系ワイヤによる半自動3パス施工例
『大脚長水平すみ肉用ワイヤ』は、1パスの水平すみ肉溶接による大脚長化の要望に対し、高融点酸化物(MgO、ZrO₂など)が多い組成系(およびスラグ量)とすることにより、1パスで脚長9mm以上の脚長が得られるように設計したフラックス入りワイヤです。
(ワイヤ径:1.4mm、320A-32V、脚長は脚長ゲージにて実測、【 】内はマクロより測定)
| 溶接速度 (cm/min) |
脚長(mm) (立板/下板) |
ビード形状 | スラグ被包状態 | ビード外観 |
| 30 黒皮材 (18t) |
7.6/7.8 【8.5/9.0】 |
 |
 |
 |
| 25 黒皮材 (25t) |
9.2/9.3 【9.5/9.6】 |
 |
 |
 |
| 20 黒皮材 (25t) |
9.5/10.5 【10.5/11.0】 |
 |
 |
 |
図11 大脚長水平すみ肉用ワイヤの溶接施工例