技術情報溶接Q&A
F045最近のサブマージアーク溶接材料について
まえがき
サブマージアーク溶接は略称:SAW、通称:潜弧溶接あるいはユニオンメルトとも言われ、1950年頃にわが国に導入されています。 サブマージアーク溶接は、造船・建築・橋梁など比較的大型の各種構造物に適用されます。今回は、サブマージアーク溶接法の簡単な紹介と最近のサブマージアーク溶接材料および施工方法についてご紹介いたします。
サブマージアーク溶接法の概略
●サブマージアーク溶接法の原理サブマージアーク溶接は図1に示すように、母材上にあらかじめ散布した粉粒状のフラックス中に電極ワイヤを送り込み、この先端と母材との間にアークを発生させて溶接を連続的に行う溶接法です。溶接アークはフラックスに覆われて、直接見えないので、サブマージアークという呼称がつけられました。
図1 サブマージアーク溶接法の原理
●サブマージアーク溶接の特長
(1)長所
1.大電流を使用できるため非常に高能率である。
2~4本程度のワイヤを同時に使用する多電極サブマージアーク溶接の採用により、ますます高速化・高能率化が進んでいる。(図2)
2.ヒュームとアーク光がほとんど出ないので低公害である。
(2)短所
1.装置が大型でイニシャルコストが高い。
2.他の溶接法に比べて溶け込みが大きいので、母材の組成によって溶接金属の性質が大きく左右され易い。
図2 各種溶接法のトータル溶接電流と溶着速度
(3)主な特長と用途(表1)
| 特長 | 用途 | |||
| 1 | 溶融点の高いフラックスにより高電流の溶接が出来る(ボンドフラックス) | 1. 溶着量が多い 2. 溶け込みが深い 3. 多電極溶接が出来る |
(大電流溶接) | 1. ボックス柱角溶接 2. H形鋼の深溶け込みすみ肉溶接 3. FCuB片面溶接 |
| 2 | 流動性の良いスラグを多量に生成(溶融フラックス) | 高速度溶接でビード形状が良好 | (高速溶接) | 1. 造管溶接(UO、スパイラル) 2. H形鋼の高速すみ肉溶接 |
| 3 | フラックスとワイヤの組合わせで種々の設計が可能 | 1.溶接金属の靭性、強度を種々に設計 2.水素を低く出来る |
(高品質溶接金属) | 1. 極厚圧力容器の狭開先溶接 2. 寒冷地向けの海洋構造物の溶接 |
| 4 | 溶融池をスラグで完全に覆う | 風の影響を受け難い | (屋外溶接) | 円筒タンクの横向き溶接 |
●フラックスの種類
表2 溶融フラックスとボンドフラックスの比較
| 作業性の比較 | 溶融フラックス | ボンドフラックス | ||
| 高速溶接 | 適している | ◎ | 不適 | ▲ |
| 大電流溶接 | 不適 | ○ | 適している | ◎ |
| ビード外観 | 美麗 | ◎ | 普通 | ○ |
| さび感受性 | 比較的敏感 | ▲ | 比較的鈍感 | ○ |
| 吸湿性 | 比較的小さい | ○ | 比較的大きい | ▲ |
| ガスの発生 | 少ない | ○ | 多い | ▲ |
| 長期保存 | 安定○ | ○ | 変質の心配あり | ▲ |
| 性質の比較 | 溶融フラックス | ボンドフラックス | ||
| じん性 | 適当な組合せが必要 | ○ | 得やすい | ◎ |
| 溶接条件変動に対する成分変動 | 小さい | ◎ | 比較的大きい(不均一になりやすい) | ○ |
| 多層溶接 | 適している | ◎ | 適当な組合せが必要 | ○ |
| 合金添加 | できない | ▲ | 容易 | ◎ |
●ワイヤ
溶接金属に必要な合金成分は、ワイヤとフラックスから添加します。溶融フラックスはワイヤから添加、ボンドフラックスはワイヤとフラックスから添加します。ワイヤの詳細についてはJIS Z3351を参照ください。
サブマージアーク溶接の適用例
●造船
国内の主要造船所では、ブロックパネルの大板継ぎ溶接にフラックス銅バッキング片面サブマージアーク溶接(FCuB)が適用されています。
裏当て銅板上に散布した裏フラックスを鋼板裏面に押し上げ、表側より多電極のワイヤを用いて、1パス溶接で仕上げます。現在では36mm程度までの1パス溶接が実用されています。
FCuB溶接は一般的に2ないし3電極溶接が適用されていましたが、作業能率の向上を目的に高速の4電極溶接法(NH-HISAW法)も適用されています。(当社はユニバーサル造船(株)/有明工場殿と新日本製鐵(株)殿とNH-HISAW法を開発しました。)
図3 4電極高速FCuB片面サブマージアーク溶接法の概念図
表3 FCuB片面溶接用サブマージアーク溶接材料
| 鋼種 | ワイヤ | 表フラックス | 裏フラックス |
| A、B、D AH32、DH32 AH36、DH36 |
Y-DL | NSH-50M | NSH-1RM |
| E EH32、EH36 DH40、EH40 |
Y-DM3+Y-DL | NSH-55EM | |
| 低温用鋼 | Y-3NI | NSH-55L |
(1)ボックス柱角溶接
高層ビルの柱に使用するボックス柱の基本構造を図4に示します。この柱の角溶接には大電流高溶着溶接法の2電極1パスサブマージアーク溶接が多用されています。
この溶接では、溶け込みの安定性、ビード外観、耐割れ性が良好なことが要求されます。このニーズに対応すべく、ボンドフラックスこの溶接では、溶け込みの安定性、ビード外観、耐割れ性が良好なことが要求されます。このニーズに対応すべく、ボンドフラックスNSH-53Zを提供しています。
図4 ボックス柱の構造模式図
(2)ビルトHの深溶け込みすみ肉溶接
ビルトHの厚肉の開先なし完全溶け込み溶接に大入熱SAWが適用されています。当社ではメルトフラックスを用いたNF-900S×Y-DL×Y-Dを提供しております。
今回、新たにボンドフラックスを用いたNB-50PM×Y-DLを開発しました。本フラックスの主な特長は以下の通りです。
1.開先なしでウエブ板厚25mm程度までの完全溶け込み溶接が可能。
2.溶接部の衝撃性能に優れている。
写真1にその断面マクロの一例を示します。
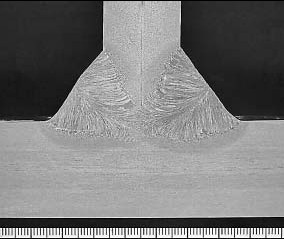
写真1 断面マクロ(ウエブ板厚25mmの開先なし完全溶け込み溶接)
●橋梁
(1)すみ肉溶接
すみ肉用として趾端のなじみの良い軽石状メルトフラックスYF-800、NF-820が広く用いられています。
(2)鋼床版
図5に鋼床版箱桁の現場継手溶接の模式図を示します。この鋼床版の溶接にはソフトバッキングサブマージアーク溶接が適用されます。組み合わせ溶接材料の一例を表4に示します。
図5 鋼床版箱桁の現場継手
| 鋼種 | ワイヤ | カットワイヤ | フラックス | バッキング材 |
| 軟鋼 | Y-D | YK-C | YF-15A | SB-51 |
| 490N/mm² | Y-D | YK-D |