技術情報溶接Q&A
F050LNGタンク用 9%Ni鋼溶接材料
1. はじめに
1979年に発生した第2次オイルショック後、石油に代わる代替エネルギーの導入促進が行われ、LNG(液化天然ガス:Liquefied Natural Gas)などの新エネルギーの導入が急速に進みました。国内の発電電力量の推移を図1に示します。1)1973年に71.4%あった石油火力の割合は、2004年度ではわずか8.2%まで低下し、その代わりに、原子力やLNGの割合が大幅に増加し、エネルギー源の多様化が進んだことが分かります。その中でLNGは、有毒ガスなどを発生しないクリーンエネルギーで、世界の埋蔵量が約178兆m3と多いことから、世界で需要が増加しつつあります。世界のLNG取引の推移を図2に示します。2)日本は、世界最大のLNG輸入国ですが、今後はアメリカ、韓国、中国、インドなどの需要が急速に伸びると予想されています。
図1 日本の発電電力量の推移
図2 世界のLNG取引推移
2. 9%Ni鋼
天然ガスの主成分はメタンであり、大気圧下において-162℃で液化され、その際体積が1/600に減少します。そのため、気体より液体で輸送・貯槽する方が便利ですが、その一方、極低温で保持されるため、容器には低温靭性の優れた鋼材が必要となります。各種液化ガスの沸点と対応する低温用鋼を図3に示します。3)
9%Ni鋼は、鉄にNiを9%含ませるだけでなく、焼入れ・焼戻しの熱処理を行うことにより、優れた強度・靭性が得られる鋼です。LNGタンクに最適な鋼として、多くの使用実績があります。
一方、溶接材料は母材と同成分(共金系)では、溶接のままで母材並みの靭性を得ることは困難です。また、直径が数10mある大型タンクに、母材と同様の熱処理を行うことも困難です。そこで、溶接のままでも極低温靭性が得られるよう、最適な設計を行ったものが、今回紹介するNi系の9%Ni鋼用溶接材料です。
9%Ni鋼は、鉄にNiを9%含ませるだけでなく、焼入れ・焼戻しの熱処理を行うことにより、優れた強度・靭性が得られる鋼です。LNGタンクに最適な鋼として、多くの使用実績があります。
一方、溶接材料は母材と同成分(共金系)では、溶接のままで母材並みの靭性を得ることは困難です。また、直径が数10mある大型タンクに、母材と同様の熱処理を行うことも困難です。そこで、溶接のままでも極低温靭性が得られるよう、最適な設計を行ったものが、今回紹介するNi系の9%Ni鋼用溶接材料です。
図3 各種液化ガスの沸点と対応する低温用鋼
3. 9%Ni鋼用溶接材料
当社の溶接材料は、日本における9%Ni鋼LNGタンク建造当初から開発に着手し、各種溶接方法のNi系溶接材料を市販してきました。当社の9%Ni鋼用溶接材料開発経緯を図5に示します。9%Ni鋼の溶接材料に要求される性能には、以下の項目が挙げられ、要求を満足する品質の確立に努めてきました。
1.耐欠陥性(耐割れ性・耐ブローホール性)が良好であること。
2.高強度・高靱性の優れた機械性能が得られること。
3.溶接作業性が良好であること。
●3.1 被覆アーク溶接棒
約40年前、アメリカにおける9%Ni鋼の溶接と言えば、INCO社の開発したインコネル4)系溶接棒INCO WELD A(70Ni-15Cr-Nb-Mo)が一般的でした。しかし、引張強さが低い、高温割れを生じやすい、ビード形状が悪いなどの課題があり、当社のYAWATA WELD B(M)開発に着手しました。溶着金属成分として、C、Mo、Nbの適正化や不純物元素の低減などの検討を行い、耐割れ性に優れ、所要の引張強さが得られるよう、設計を見直しました。
溶接作業性は、被覆剤を大幅に見直し、ファブリケーター殿の要望に合う改良を行い、アーク安定性に優れ、良好なビード形状が得られるなど、溶接作業性が良好な現在のYAWATA WELD B(M)を提供しております。
一方、SAWの仮付けや下盛・補修溶接用として開発を行った、ハステロイ4)系溶接棒NITTETSU WELD 196もラインナップしていますが、YAWATA WELD B(M)よりも高性能(強度・靭性)が得られることから、近年の高い要求値に対応できる溶接棒として、適用が進んでいます。
●3.2 サブマージアーク溶接材料
開発当初は、被覆アーク溶接棒と同様のインコネル系にて検討を行ってきましたが、SAWは他溶接法に比べ、溶込みが大きく、希釈率が高くなることから、高温割れが生じやすい課題がありました。そこで、溶着金属成分の大幅な見直しを行い、耐割れ性に優れるハステロイ系ワイヤNITTETSU FILLER 196を開発しました。
ワイヤの開発に合わせ、下向だけでなく横向姿勢の溶接作業性に優れ、不純物元素の低い高品位な専用フラックスNITTETSU FLUX 10Hを開発し、9%Ni鋼LNGタンクの溶接自動化に貢献しています。
●3.3 ガスタングステンアーク溶接ワイヤ
SAWと同系のハステロイ系ワイヤをGTAW用に成分変更し、スラグ発生が非常に少なく、ビード形状が良好など、溶接作業性に優れ、強度・靭性(9%Ni鋼の他溶接法に比べ最も高い性能)に優れるワイヤNITTETSU FILLER 196を開発しています。
1.耐欠陥性(耐割れ性・耐ブローホール性)が良好であること。
2.高強度・高靱性の優れた機械性能が得られること。
3.溶接作業性が良好であること。
●3.1 被覆アーク溶接棒
約40年前、アメリカにおける9%Ni鋼の溶接と言えば、INCO社の開発したインコネル4)系溶接棒INCO WELD A(70Ni-15Cr-Nb-Mo)が一般的でした。しかし、引張強さが低い、高温割れを生じやすい、ビード形状が悪いなどの課題があり、当社のYAWATA WELD B(M)開発に着手しました。溶着金属成分として、C、Mo、Nbの適正化や不純物元素の低減などの検討を行い、耐割れ性に優れ、所要の引張強さが得られるよう、設計を見直しました。
溶接作業性は、被覆剤を大幅に見直し、ファブリケーター殿の要望に合う改良を行い、アーク安定性に優れ、良好なビード形状が得られるなど、溶接作業性が良好な現在のYAWATA WELD B(M)を提供しております。
一方、SAWの仮付けや下盛・補修溶接用として開発を行った、ハステロイ4)系溶接棒NITTETSU WELD 196もラインナップしていますが、YAWATA WELD B(M)よりも高性能(強度・靭性)が得られることから、近年の高い要求値に対応できる溶接棒として、適用が進んでいます。
●3.2 サブマージアーク溶接材料
開発当初は、被覆アーク溶接棒と同様のインコネル系にて検討を行ってきましたが、SAWは他溶接法に比べ、溶込みが大きく、希釈率が高くなることから、高温割れが生じやすい課題がありました。そこで、溶着金属成分の大幅な見直しを行い、耐割れ性に優れるハステロイ系ワイヤNITTETSU FILLER 196を開発しました。
ワイヤの開発に合わせ、下向だけでなく横向姿勢の溶接作業性に優れ、不純物元素の低い高品位な専用フラックスNITTETSU FLUX 10Hを開発し、9%Ni鋼LNGタンクの溶接自動化に貢献しています。
●3.3 ガスタングステンアーク溶接ワイヤ
SAWと同系のハステロイ系ワイヤをGTAW用に成分変更し、スラグ発生が非常に少なく、ビード形状が良好など、溶接作業性に優れ、強度・靭性(9%Ni鋼の他溶接法に比べ最も高い性能)に優れるワイヤNITTETSU FILLER 196を開発しています。


図4 地上式LNGタンク外観
図5 当社の9%Ni鋼LNGタンク用溶接材料の開発経緯
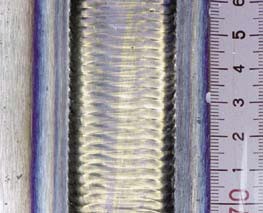
9%Ni鋼用溶接材料を表1に、溶着金属性能例を表2に、ビード外観例を図6に示します。
表1 9%Ni鋼用溶接材料
| 溶接方法 | 銘柄 | JIS | AWS |
| SMAW | YAWATA WELD B(M) | Z 3225 D9Ni-1 | A5.11 ENiCrFe-4 |
| NITTETSU WELD 196 | Z 3225 D9Ni-2 | A5.11 ENiMo-9 | |
| SAW | NITTETSU FLUX 10H × NITTETSU FILLER 196 |
Z 3333 FS9Ni-H × YS9Ni |
A5.14 ERNiMo-9Mod. × ─ |
| GTAW | NITTETSU FILLER 196 | Z 3332 YGT9Ni-2 | A5.14 ERNiMo-9 |
表2 溶着金属性能一例
| 鋼種 | 化学成分(%) | 機械的性質 | |||||||||||
| C | Si | Mn | Ni | Cr | Mo | W | Nb | Fe | 0.2%耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
vE-196℃ (J) |
|
| YAWATA WELD B(M) | 0.09 | 0.20 | 3.22 | 65.1 | 15.8 | 3.35 | - | 1.60 | 10.20 | 443 | 709 | 39 | 68 |
| NITTETSU WELD 196 | 0.04 | 0.40 | 0.45 | 72.5 | - | 19.0 | 2.91 | - | 3.50 | 449 | 743 | 46 | 101 |
| NITTETSU FLUX 10H × NITTETSU FILLER |
0.04 | 0.44 | 0.86 | 73.1 | - | 19.4 | 2.84 | - | 2.48 | 415 | 708 | 43 | 60 |
| NITTETSU FILLER 196 | 0.02 | 0.03 | 0.03 | 74.0 | - | 19.4 | 2.75 | - | 1.21 | 468 | 746 | 44 | 173 |
 |
 |
| YAWATA WELD B(M)による立向上進(SMAW) | NITTETSU FILLER 196 による立向上進(GTAW) |
 |
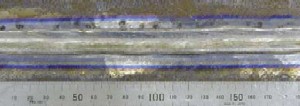 |
| NITTETSU FLUX 10H × NITTETSU FILLER 196 による | |
| 左・水平すみ肉(SAW) | 右・横 向(SAW) |
図6 溶接ビード外観一例