技術情報溶接Q&A
F051建築鉄骨溶接ロボット用YM-55C(R)について
1. はじめに
近年、大型建設物件の増加を背景に鉄骨加工が盛況となっており、それに伴い建築鉄骨溶接ロボットを導入する需要家が増加しています。当社では、以前より建築鉄骨向けCO₂溶接用ソリッドワイヤとして、良好な作業性を有するYM-26(JISZ 3312 YGW11)、大入熱・高パス間温度対応のYM-55C(同YGW18)の製品群がありますが、このような溶接ロボットの普及に対応するため、当社では鉄骨溶接ロボット向けの最適ワイヤとしてYM-55C(R)を開発し、今夏から新ラインアップとして市場投入する予定にしています。本稿では、YM-55C(R)の特長と溶接金属性能の一例をご紹介いたします。2. 特長
従来のYGW18ワイヤはYGW11と比べ、(1)スラグ発生量が多い(2)スラグが硬くて剥離が良くない等の理由により、スラグ堆積による連続溶接の中断やアークスタートの失敗により、ロボットの自動運転が阻害されるという問題がありました。YM-55C(R)はこれらの問題を解消、無人化運転での高能率性を発揮できるように開発された建築鉄骨溶接ロボット向けに最適なCO₂ 溶接用YGW18ワイヤです。●特長その1:スラグ発生量を少なく、スラグ剥離性を大幅に改善!
本特長により、鉄骨溶接ロボットでの能率UPを達成できます。
・連続溶接可能な板厚範囲(スラグ除去無し)が、25mmに拡大。
・25mmを超えた板厚範囲では、中間層スラグ除去が4パス後毎と、除去回数を減らすことが可能(図3参照)。
・連続溶接可能な板厚範囲(スラグ除去無し)が、25mmに拡大。
・25mmを超えた板厚範囲では、中間層スラグ除去が4パス後毎と、除去回数を減らすことが可能(図3参照)。
図1 スラグ発生量を低減
表1 溶接入熱・パス間温度毎のスラグ剥離性改善例
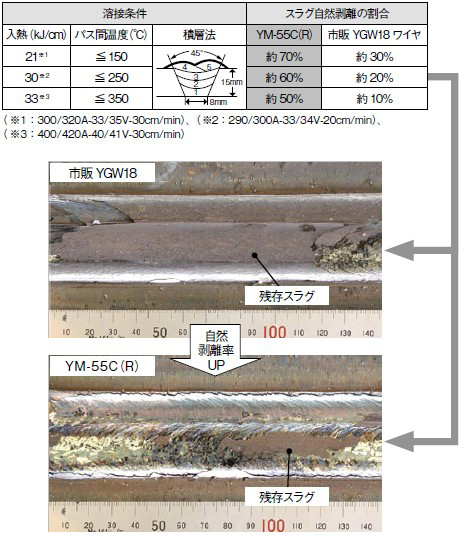
図2 溶接終了後10分のスラグ剥離性改善例(30kJ/cm-250℃)
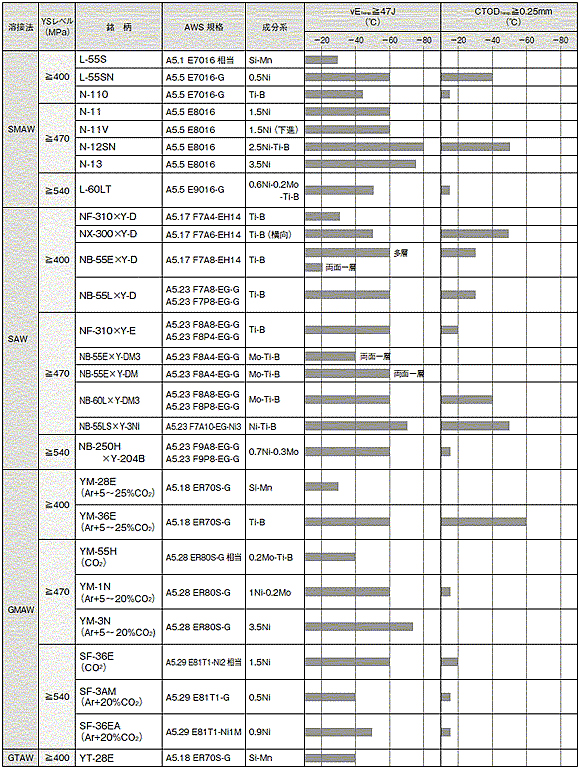
図3 自動スラグ除去例(4パス後)
(スラグ除去1周目で残留スラグ無し)
●特長その2:優れた溶接金属の品質を維持!
本ワイヤの開発段階から、溶接金属の機械的性能確保を重点に行いました。通常、ロボットによる溶接施工では、溶接入熱30kJ/cm・パス間温度250℃程度以下が実質的な施工条件と考えられますが、YM-55C(R)は、さらにJASS6※対応の管理目標上限(40kJ/cm、350℃)の条件下でも、十分な強度・高靭性が得 られるワイヤ成分としてTi-B-Mo系を採用しています。
(※日本建築学会・鉄骨工事技術指針・工場製作編)
図4 継手溶接金属の機械的性質に及ぼす溶接入熱・パス間温度の影響例
●特長その3:建築鉄骨のロボット溶接を追求したワイヤ送給性!
市販ワイヤでは、長時間使用中にチップ詰りの問題を発生することがあります。YM-55C(R)はこれらの問題を緩和するため、ワイヤ製造段階において表面の清浄度を向上させる等の処理を実施し、チップ詰りの防止が図られています。
3.溶接金属の性能例
(1)JIS 規格に準拠した全溶着金属の性能
表3 全溶着金属※の性能例
| 引張性能 | 衝撃性能 | 溶着金属の化学成分(%) | ||||||||
| 0.2%耐力 (N/mm²) |
引張強さ (N/mm²) |
伸び (%) |
vE0 (J) |
C | Si | Mn | P | S | Mo | |
| YM-55C(R) (Φ1.2) |
572 | 645 | 29 | 160 | 0.06 | 0.51 | 1.33 | 0.009 | 0.007 | 0.14 |
| JIS Z 3312 YGW18規格 |
≧ 430 | ≧ 540 | ≧ 22 | ≧ 47 |  |
|||||
(※溶接条件:300A-33V-30cm/min(入熱:20kJ/cm)、パス間温度:150±15℃)
(2)建築鉄骨溶接ロボットによる施工試験
表4 建築鉄骨溶接ロボットによるYM-55C(R)の施工試験例(Φ1.2×300kgパック)
(2)建築鉄骨溶接ロボットによる施工試験
| 種 類 | 角形鋼管継手(RC) | 円形鋼管継手(RP) | |||
| 試 験 方 法 |
試験体(寸法) | BCP325(400×400×19t) | BCP325(600×600×32t) | STKN490B(508Φ×19t) | |
| 開先形状 | 35°レ形、Gap=7mm | 35°レ形、Gap=7mm | 35°レ形、Gap=7mm | ||
| 溶接姿勢 | 下向(F) | 下向(F) | 下向(F) | ||
| 積 層 | 5層6パス | 9層13パス | 5層6パス | ||
| 溶接管理条件 | 30kJ/cm-250℃※1 | 30kJ/cm-250℃※2 | 40kJ/cm-350℃※3 | ||
| シールドガス | 100%CO₂(30リットル/min) | ||||
| 鉄骨溶接ロボット | 柱大組(2アーク・システム) | ||||
| 試 験 結 果 |
0.2%耐力(N/mm²) | 554 | 534 | 546 | |
| 引張強さ(N/mm²) | 619 | 611 | 619 | ||
| 伸び(%) | 27 | 29 | 24 | ||
| vE0(J) | 辺部 | 151 | 177 | - | |
| 角部 | 136 | 143 | (円周部)118 | ||
| 曲げ試験(側、裏) | 合格 | 合格 | 合格 | ||
| 超音波探傷試験 | 合格 | 合格 | 合格 | ||
(※2 辺部:320/360A-38/40V、角部:300/320A-36/38V)
(※3 円周部:330/360A-38/39V)
表5 建築鉄骨溶接ロボットによる施工試験例(続き)
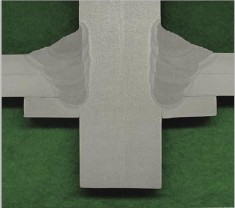
| 種 類 | 試験体の外観 | 断面マクロ |
| 角形鋼管継手※ (400×400×19t) (※断面マクロ採取位置:辺部) |
 |
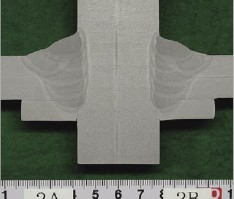 |
| 角形鋼管継手※ (600×600×32t) (※断面マクロ採取位置:辺部) |
 |
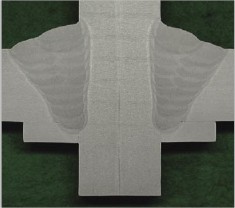 |
| 円形鋼管継手 (508Φ×19t) |
 |
 |
(3)板厚毎の継手溶接金属性能 表6 板厚毎の継手溶接金属※の機械的性能例(ワイヤ径:Φ1.2)
| 板 厚 (mm) |
積 層 | 引張性能 | 衝撃性能 | 開先形状 | ||
| 0.2%耐力 (N/mm²) |
引張強さ (N/mm²) |
伸び (%) |
vE0 (J) |
35°レ形 Gap=7mm |
||
| 12 | 3層3パス | 571 | 645 | 33 | 151 |  |
| 19 | 5層6パス | 586 | 635 | 29 | 161 | |
| 25 | 5層7パス | 569 | 624 | 30 | 157 | |
| 32 | 6層9パス | 565 | 609 | 31 | 139 | |
| 40 | 8層14パス | 505 | 582 | 30 | 167 | |
(※管理条件:30kJ/cm-250℃)
4. おわりに
当社のソリッドワイヤ製品は、時代のニーズに合うよう溶接作業性や溶接金属の機械的性能などの開発および改良を積み重ね、多くの需要家の皆様においてご愛顧頂いております。今回紹介いたしましたYM-55C(R)は、建築鉄骨溶接ロボット用として最適なワイヤであり、需要家の皆様方のご期待に応えられるものと確信しております。