技術情報溶接Q&A
F052中国向けの造船パネルライン設備
1. はじめに
ここ数年国内外の海上輸送業は活況を呈し、それに伴う新造船の建造量の増加は目を見張るものがあります。国内においては建造量拡大を図った溶接設備増設やクレーンなど付帯設備の増強が行われております。一方、中国では新造船所の建設や既存設備の拡張がラッシュ状態にあります。日鉄溶接工業では溶材供給・溶接指導・溶接設備建設を三位一体で、社内で一貫して実施できる強みがあります。板継ぎからブロック建造まで世界に誇れる品質、性能で造船パネルライン設備一式の設計から製造、据付、溶接指導まで、お客様の生産量や設置条件に合わせた総合エンジニアリング業務を受注し実施しております。
今回は中国の新設造船所で広く取り入れられている、大板ロンジ先付工法による造船パネルライン設備の特徴など、設備の一例を紹介します。
2. 造船パネルライン設備
大板工法パネルライン工程と設備| No. | 工程 | 設備名 |
| 1 | 板継仮付部 | 鋼板端部・板厚差揃え装置 |
| 2 | 板継溶接部 | 片面自動溶接装置(FCuB方式) |
| 3 | 検査・補修部 | |
| 4 | ロンジ配材仮付部 | ロンジ配材仮付装置、旋回装置 |
| 5 | ロンジ溶接部 | ロンジ溶接装置 |
| 6 | 中間搬出入部 | 横引き搬送装置 |
| 7 | トランス配材仮付部 | トランス配材仮付装置、トランス引込装置 |
| 8 | トランス溶接部 | トランス溶接装置 |
| 9 | 艤装関係配材溶接部 | |
| 10 | 搬送・搬出部 | 搬送・搬出部 |
| No.1 (板継仮付) |
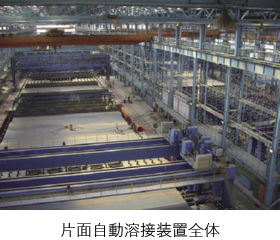
No.2 (片面溶接) |
No.4 (ロンジ配材・仮付) |
 |
 |
 |
| No.5 (ロンジ溶接) |
No.7、8 (トランス仮付・溶接) |
No.10 (ブロック搬送) |
 |
 |
 |
●2-1 鋼板端部・板厚差揃え装置
パワーシリンダとエアーシリンダの組み合わせにより、鋼板をX-Y方向に移動させ開先面を合わせます。同時に開先を挟んだ鋼板に板厚差がある場合は、制御盤に板厚差を入力することにより、上面が合うよう自動調整します。

板継仮付
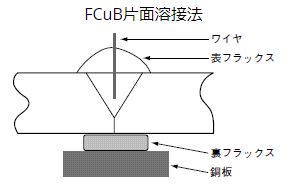
●2-2 片面自動溶接装置(FCuB方式)
FCuB方式の片面溶接は、銅板上に散布した裏フラックスを開先下方から押し当て、上方より表フラックスを散布しながら3,4電極の太径ワイヤで1ラン溶接するサブマージアーク溶接法であります。装置は溶接鋼板を跨ぐガーダ上を溶接台車が横行する方式の設備で、溶接スタート後は終端までの一連の動作を自動で行います。
次に特徴の一部を示します。
1.3電極片面溶接では板厚10~35mm、最大板厚差15mmの板継ぎをワンラン溶接します。4電極片面溶接(NH-HISAW)の場合は最大板厚40mmまで溶接可能で、16mmの板厚を1.5m/min.で高速溶接します。
2.溶接条件は各板厚ごとにプリセットされていますので、画面上で板厚を呼び出すことで溶接条件が自動セットされます。自動制御により安定した溶接ができます。
3.ガーダ側面に点検歩廊を設置してワイヤ交換、フラックス供給などの作業性、メンテナンス性、安全を考慮した設計の設備となっています。

●2-3 ロンジ配材仮付装置
事前にストック台車に配置されたロンジを電磁マグネットで吸着して1本ずつ大板鋼板上に配材仮付する装置で、装置ヘッド部にはロンジの垂直保持、加圧、位置調整などの機構を設置しています。

ロンジ配材・仮付装置
●2-4 ロンジ溶接装置
前工程で配材仮付けされた複数本(4~8本)のロンジの隅肉を片側2電極、1ヘッド当たり4電極で両側から同時溶接を行う装置であります。
装置は溶接鋼板を跨ぐガーダ上を溶接トーチ、溶接ワイヤなどを搭載した溶接台車が溶接走行する方式で、溶接スタート後はロンジ終端まで各溶接ヘッドがコーナ部を自動倣いして安定した溶接を行います。
溶接は高溶着で優れたアーク安定性と直進性をもつシームレスワイヤ(SM-1F)を使用し、2電極1プールのすみ肉溶接法(HS-MAG)を採用していますので、5mm脚長で1.2m/min.の高速溶接を実現しています。
装置は4~8ヘッドが一般的ですが、生産量、部材形状や設置スペースなどに対応した設備設計をします。
次に特徴の一部を示します。
1.溶接条件設定は脚長別プリセット方式のため操作が簡単で、安定したビードを得ることができます。
2.各ヘッドが各々ロンジのドレンホールや終端を自動検出して、溶接を自動停止、再スタートします。
3.HS-MAG法は無機ジンクプライマ塗布鋼板でピット発生がしにくく、良好なビード形状の高品質な溶接ができます。


HS-MAGの溶融池モデル(1プール)
溶接条件と速度の一例
(ワイヤ SM-1F Φ1.6×1.6)
| 脚長(mm) | 4.5 | 5 | 6 | 7 |
| L極電流(A) | 330 | 360 | 400 | 430 |
| T極電流(A) | 310 | 320 | 350 | 380 |
| 溶接速度(m/min.) | 1.3 | 1.2 | 1.1 | 1.0 |
| 極間距離(mm) | 25 | 25 | 25 | 25 |
●2-5 横引き搬送装置
ロンジ溶接後のパネル搬出、トランス材の搬入ステージで横搬送ローラ、横引き搬送台車、油圧リフタなどから構成されます。

横引き搬送
●2-6 トランス配材仮付装置、トランス溶接装置
パネル材を跨ぐ門形装置にトランス材吊下げホイスト、半自動溶接機などを搭載し作業性を考慮した簡易装置で、溶接電源を搭載してレール摺動式の集電アースを採用しているため煩雑なケーブル処理の必要がありません。

ワーキングブリッジ
●2-7 ブロック搬送台車、油圧リフタ
ロンジ溶接後のパネルを各ステージに搬送する油圧リフト付搬送台車でトロリー集電するため走行距離の制限がありません。搬送台車は2~4両連結式で最大積載荷重200~400トンが製作可能です。完成ブロックはライン搬出ステージまで搬送台車で移動された後、油圧リフタで約2m上昇させ、ヤードキャリアに移設して搬出します。

