技術情報溶接Q&A
F055建築・橋梁向け大入熱対応
下向すみ肉溶接材料NB-50PM× Y-DL
1. はじめに
建築の柱や橋梁の梁や桁などに用いられるビルトH鋼は、厚肉化の傾向にあり、能率よく溶接するため大入熱サブマージアーク溶接が用いられています。また、兵庫県南部地震で見られた破壊事例等を教訓として、鋼構造物全般の安全性に対する関心が高まっており、大入熱溶接時に安定した溶接金属特性を得ることが求められています。そこで、ウェブ板厚が25mm程度以下の開先加工無し深溶込み、および、ウェブ板厚が32mm程度以下の開先加工有り深溶込み1パス施工を可能とし、溶接作業性ならびに溶接金属機械的特性ともに優れた下向すみ肉用ボンドフラックスNB-50PMを開発しました。以下に本開発溶接材料の特徴と溶接金属性能の一例をご紹介いたします。
2. 特徴
(1)優れた溶接作業性本開発NB-50PMは、開先加工無し(ウェブ板厚25mm程度以下)および開先加工有り(ウェブ板厚32mm程度以下)の1パス施工において優れたビード外観・形状を得ることができ、またスラグ剥離性、耐割れ性などにも優れています。さらにアーク安定性が良好なため、安定した溶込みと馴染みの良い均一なビード形状が得られるため、溶込み不良やアンダカットなどの溶接欠陥を著しく低下させ、極めて良好な溶接作業性を得ることが可能です。
(2)溶接金属の靭性が高い
本開発NB-50PMは、大入熱のサブマージアーク溶接においても既存材料に比べ溶接金属の靭性が大幅に改善されます。これはSi(シリコン)、Al(アルミ)、Mn(マンガン)の添加などにより、焼入れ性を適正化し、さらにB(ボロン)の微量添加によって粗大な粒界フェライトの生成を抑制し、微細な組織を形成することで改善しています。
表1 NB-50PM の諸特性
| 銘柄 | 粒度 メッシュ |
性状 | 成分系 | 適正入熱範囲 (kJ/cm) |
| NB-50PM | 12 × 100 | 粒状 | SiO₂-MgO-Al2O₃-TiO₂ | 20 ~ 180 |
表2 該当規格
| フラックス | ワイヤ | 溶着金属性能 | ||
| 銘柄 | JIS Z 3352 | 銘柄 | JIS Z 3351 | JIS Z 3183 |
| NB-50PM | FS-BN1該当 | Y-DL | YS-S6該当 | S502-H |
3. 下向すみ肉溶接継手の溶接特性例
●3-1 供試材料表3 供試ワイヤおよび供試鋼板の化学成分
| 区分 | 銘柄 | 径および板厚 mm 化 |
学成分(%) | ||||
| C | Si | Mn | P | S | |||
| ワイヤ | Y-DL | 4.8 | 0.06 | 0.01 | 1.98 | 0.008 | 0.005 |
| 6.4 | 0.06 | 0.02 | 1.97 | 0.010 | 0.007 | ||
| 鋼板 | SN490B | 25 | 0.16 | 0.26 | 1.49 | 0.017 | 0.006 |
| 32 | 0.16 | 0.27 | 1.51 | 0.018 | 0.006 | ||
表4 溶接条件
| ウェブ 板厚 (mm) |
開先 加工 |
電極 | 電流 (A) |
電圧 (V) |
速度 (cm/min) |
入熱 (kJ/cm) |
ワイヤ設定条件 | ワーク 角度° |
||||
| EXT. (Mm) |
狙い (mm) |
縦角度° | 縦角度° | 極間 (mm) |
||||||||
| 25 | 無し | L | 1300 | 34 | 30 | 164.4 | 40 | 8 | 5 | 9 | 30 | 55 |
| T | 950 | 40 | 50 | 9 | -20 | 0 | ||||||
| 32 | 有り | L | 1250 | 28 | 30 | 127.0 | 30 | 11 | 5 | 9 | 30 | 55 |
| T | 950 | 30 | 40 | 12 | -20 | 0 | ||||||
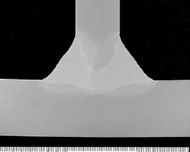
●3-3 ビード外観および断面マクロ写真
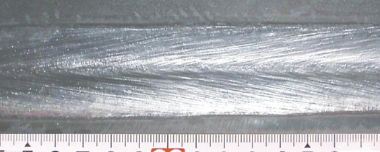
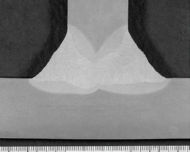
| ウェブ板厚25mm 開先加工無し1パス施工 | |
 |
 |
| ビード形状 | マクロ断面 |
図4 ウェブ板厚25mm開先加工無し1パス施工のビード外観およびマクロ断面
| ウェブ板厚32mm 開先加工有り1パス施工 | |
 |
 |
| ビード形状 | マクロ断面 |
図5 ウェブ板厚32mm開先加工有り1パス施工のビード外観およびマクロ断面
●3-4 溶接金属機械的特性
| ウェブ 板厚 (mm) |
開先 加工 |
引張特性 | 衝撃特性 | 溶接欠陥 | ||
| 0.2%PS (N/mm²) |
TS (N/mm²) |
EL (%) |
0℃吸収エネルギー (J) |
|||
| 25 | 無し | 485 | 595 | 26 | 100、117、117【Ave:111】 | 無し |
| 32 | 有り | 495 | 595 | 26 | 120、120、117【Ave:119】 | 無し |
図6 機械試験片採取位置
| ウェブ 板厚 (mm) |
開先 加工 |
溶接金属化学成分 % | ||||
| C | Si | Mn | P | S | ||
| 25 | 無し | 0.12 | 0.50 | 1.15 | 0.016 | 0.006 |
| 32 | 有り | 0.11 | 0.43 | 1.26 | 0.015 | 0.006 |
図6 機械試験片採取位置
4. おわりに
以上、下向すみ肉溶接材料NB-50PM × Y-DLの特徴と溶接金属性能の一例をご紹介いたしました。現在、すでに本溶接材料は羽田再拡張D滑走路建設工事などの大型プロジェクトでの適用が開始されており、大きな成果を挙げております。
今後、建築および橋梁の大入熱溶接において当溶材が安定した溶接部の品質および作業能率向上による皆様のトータルコスト低減の一助になれば幸いと考えております。
今後、建築および橋梁の大入熱溶接において当溶材が安定した溶接部の品質および作業能率向上による皆様のトータルコスト低減の一助になれば幸いと考えております。