技術情報溶接Q&A
F056船体用圧延鋼板 EH47鋼用溶接材料
1. はじめに
近年、中国を中心とする東アジアの経済発展の影響を受け、世界の海上輸送は活況を呈しており、その海上輸送の一翼を担うコンテナ船は、輸送効率向上のため大型化が進んでいます。コンテナ船は、船倉へコンテナを積み込むために上甲板が大きく開口しており、その開口部周囲のハッチコーミングと呼ばれる部位や上甲板には、航行中の波浪等により大きな曲げ荷重がかかるため、高強度で厚手の鋼板が使用されています。従来、その鋼種は降伏点390MPa級(以下、YP40鋼)までしか船級では認められておらず、大型化に伴う部材の強度担保は鋼材の厚手化に頼るしかなく、船体の大型化は大幅な船体重量の増加を招いていました。このような背景から、新日本製鐵株式会社(以下、新日鉄)殿と三菱重工業株式会社(以下、三菱重工)殿は世界に先駆け、船体用圧延鋼板として、降伏点を従来のYP40鋼から約20%向上させた降伏点460MPa級のEH47鋼を共同開発し、鋼板の薄手化による船体重量の低減を可能にしました。当社は、新日鉄殿と三菱重工殿とともに大入熱溶接法(2電極VEGA溶接法)をはじめとする溶接技術の同鋼材への適用性を検討してきました。
以下に、EH47鋼用溶接材料を紹介します。
2. 2電極VEGA溶接用溶接材料[EG-47T]
船台やドックでのハッチコーミング等の立向姿勢の溶接には、溶接部の溶け込みが安定して得られる当社独自の立向1パス溶接法で大入熱エレクトロガスアーク溶接法である2電極VEGA溶接法が適用されています。従来、YP40鋼の溶接においては、溶接中に発生するスラグ量の調整のためにフラックス入りワイヤEG-3TとソリッドワイヤYM-55Hを組み合せていましたが、EH47鋼用溶接ワイヤの開発では、スラグ発生量を適正化して、両電極とも同じフラックス入りワイヤEG-47Tを使用できるようになりました。さらに、鋼板の化学成分にマッチしたワイヤの合金成分の設計を行い、優れた溶接継手特性を得ることができました。

EG-47Tの溶接金属特性の例
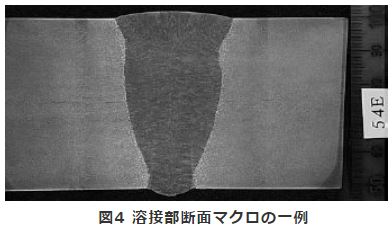
表1 EG-47Tを用いた2電極VEGA溶接条件の一例
| 電極 | 極性 | 溶接ワイヤ | ワイヤ径 (mm) |
電流 (A) |
電圧 (V) |
溶接速度 (cm/min) |
溶接入熱 (KJ/cm) |
| 開先表面側 | DCEP | EG-47T | 1.6 | 390 | 43 | 6.25 | 306 |
| 開先裏面側 | DCEN | EG-47T | 1.6 | 370 | 42 |
・溶接姿勢:立向上進、供試鋼板:NK船級KE40M(板厚50mm)
・極間距離:15mm、揺動幅:10mm、シールドガス:CO₂
・極間距離:15mm、揺動幅:10mm、シールドガス:CO₂
表2 溶接金属の化学成分の一例(mass%)
| C | Si | Mn | P | S | Cu | Ni | Mo |
| 0.06 | 0.28 | 1.45 | 0.010 | 0.011 | 0.13 | 1.37 | 0.12 |
表3 溶接金属の機械的性質の一例
| 溶接 姿勢 |
引張試験 | 衝撃試験 | |||||||
| 0.2% 耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
試験温度 (℃) |
位置 | 吸収エネルギー (J) |
||||
| 立向 上進 |
489 | 634 | 24 | -20 | 表面 | 120 | 117 | 117 | 平均118 |
| 裏面 | 125 | 137 | 134 | 平均132 | |||||
| NK船級 要求値 |
460 以上 |
570~720 | 17 以上 |
-20 | 表面および 裏面 |
- | - | - | 平均53以上 |
3. 炭酸ガスアーク溶接用溶接材料[SF-47E、YM-55H]
EH47鋼用の溶接材料としては、他に炭酸ガスアーク溶接用のフラックス入りワイヤSF-47EおよびソリッドワイヤYM-55Hがあります。SF-47Eは、溶接作業性と溶接金属の靭性を両立した、全姿勢溶接が可能なルチール系フラックス入りワイヤです。一方、YM-55Hは下向姿勢で、より高能率な溶接が必要とされる場合に用います。
SF-47EおよびYM-55Hの溶接金属特性の例
表4 SF-47EおよびYM-55Hの諸元
| 銘柄 | 種別 | フラックスタイプ |
| SF-47E | シームレス フラックス入りワイヤ |
ルチール系 |
| YM-55H | ソリッドワイヤ | - |
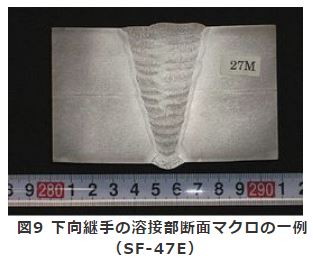
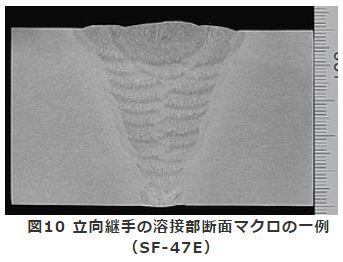
表5 SF-47EおよびYM-55Hの継手溶接条件の例
| 溶接ワイヤ | ワイヤ径 | 溶接 姿勢 |
パス数 | 電流 (A) |
電圧(V) | 溶接入熱 (KJ/cm) |
| SF-47E | 1.2mm | 下向 | 24 | 280~340 | 34~41 | 17~29 |
| 立向 上進 |
22 | 210~230 | 20~23 | 18~35 | ||
| YM-55H | 1.2mm | 下向 | 22 | 220~380 | 27~40 | 16~40 |
供試鋼板:NK船級KE40M(下向:板厚60mm、立向上進:板厚50mm)、シールドガス:CO₂
表6 SF-47EおよびYM-55Hの溶接金属特性の例
| 溶接ワイヤ | 溶接 姿勢 |
引張試験 | 衝撃試験 | ||||||
| 0.2% 耐力 (MPa) |
引張強さ (MPa) |
伸び (%) |
位置 | -20℃の吸収エネルギー (J) |
|||||
| SF-47E | 下向 | 588 | 653 | 27 | 表面 | 107 | 113 | 105 | 平均108 |
| 116 | 115 | 112 | 平均114 | ||||||
| 立向 上進 |
607 | 667 | 25 | 表面 | 103 | 106 | 112 | 平均107 | |
| 裏面 | 91 | 94 | 95 | 平均93 | |||||
| YM-55H | 下向 | 568 | 630 | 24 | 表面 | 168 | 168 | 158 | 平均165 |
| 裏面 | 143 | 139 | 131 | 平均138 | |||||
| NK船級 要求値 |
460 以上 |
570~720 | 17 以上 |
表面および 裏面 |
- | 平均46以上 | |||
※ 試験片採取位置は図5および図6参照
4. おわりに
EH47鋼用溶接材料として、2電極VEGA溶接用EG-47T、炭酸ガスアーク溶接用SF-47EおよびYM-55Hを開発しました。EH47鋼とこれら溶接材料は、すでに大型コンテナ船に適用され、今後も船体の大型化とともに適用の増加が期待されます。EH47鋼と当社溶接材料により、溶接部品質および作業能率の向上、さらにはトータルコスト低減の一助になれば幸甚です。
